 |
|||
|
|
|||
|
Page Title:
Oil seal lip must face away from plate |
|
||
| ||||||||||
|
|
 TM 10-3930-630-34
provide platform for assembly operations.
CAUTION
(2) Place housing (38) on wooden block and
Do not pull control assembly beyond
install check valve spring (32) into check valve hole,
flush position or cross pin (34) will
with large end of spring down.
drop into housing discharge groove.
(3) Drop check ball (31) into check valve hole
(15) Install control assembly into housing bore
making sure it rests on small end of spring.
until end of assembly is flush with 14-hole end of
(4) Place check valve seat (30) on hex wrench
housing.
and screw into housing behind ball.
Machined
(16) Rotate splined end of control assembly to
counterbore of seat must face ball.
check for free rotation.
(5) Lower wooden block into vise and place
(17) Install new packing (29) and check plug (28)
housing on block, control end up. Clamp vise jaws
in check plug hole. Use a steady pressure on plug and
lightly across housing port surface.
rock it slightly so packing slides in smoothly and without
(6) Tighten valve seat (30) to 151 inch pounds
damage.
(18.5 N m). Test ball action by pressing against it with a
(18) Install new packing (27) on spool (35).
small clean pin. Ball should move freely.
(19) Seat cap locator bushing (26) with large
NOTE
diameter up, evenly against spool in housing.
Ball need not be snug against seat to
function properly.
(7) Carefully install spool (35) and sleeve (36)
into housing. Be sure that spring slots of both spool and
sleeve are at the same end. Rotate spool carefully
while sliding parts together. Check for free rotation.
CAUTION
Spool must rotate smoothly in sleeve
with only finger tip force applied at
splined end.
(8) Loosen vise and lift control assembly from
vise. Raise wooden block in vise and set control
assembly on block. Align spring slots of sleeve and
spool.
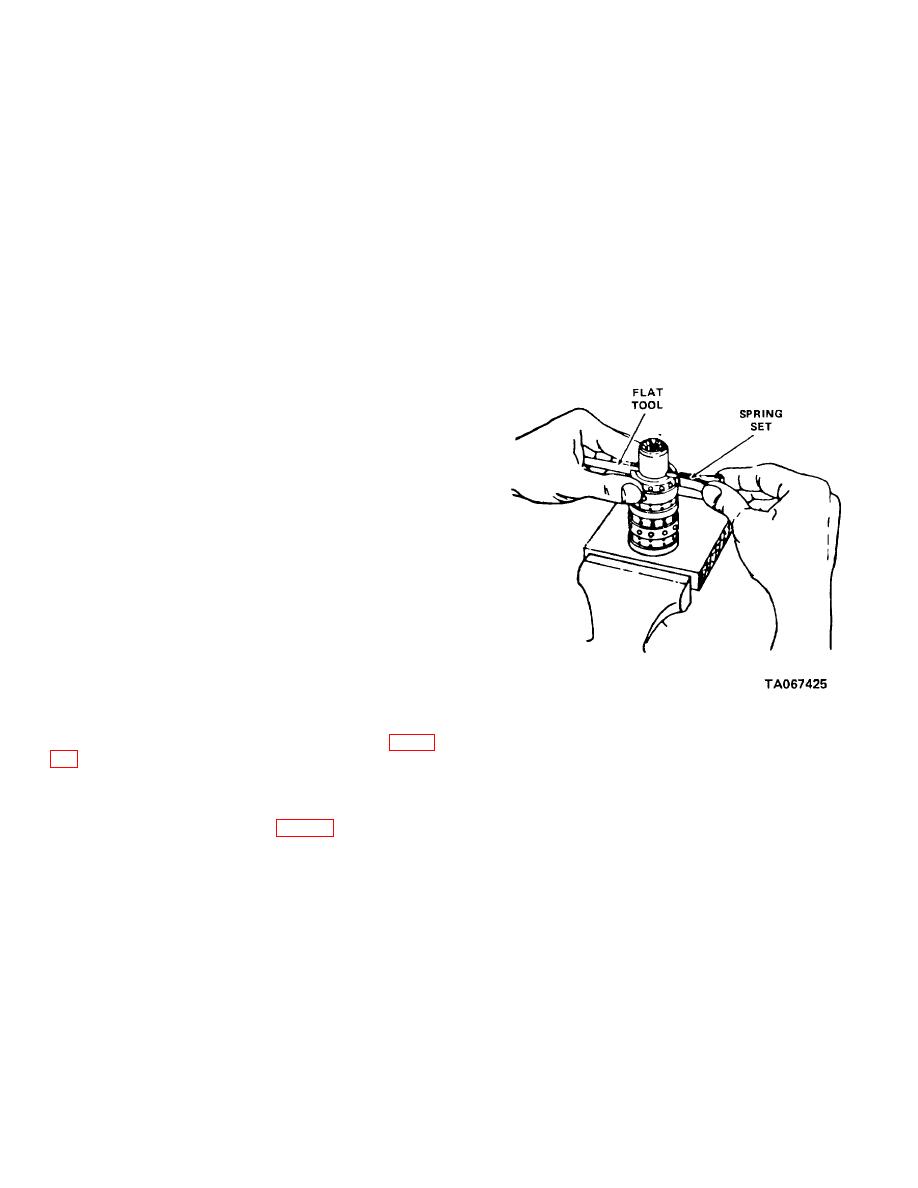
(9) Stand control spool and sleeve on end and
insert a flat tool through slots of both parts.
(10) Position three pairs of centering springs (37)
on bench so extended edge is down and center section
is together.
Figure 8-6. Installing centering spring set.
(11) Install one end of positioned spring set (37)
on flat tool. Compress extended end of spring set and
b. Mounting Plate, Reassembly
push it into control spool and sleeve as shown in figure
(1) Check mounting plate (23) seal grooves for
cleanliness and smooth condition.
(12) Install spring set by aligning each spring so
(2) Install new quad ring seal (25) and oil seal (24)
that entire set is flush with upper surface of control spool
into grooves in mounting plate (23).
and sleeve.
NOTE
(13) Install cross pin (34, fig. 8-3) through spool
Oil seal lip must face away from plate
and sleeve and push into place until pin is flush or
(23).
slightly below sleeve diameter at both ends. Install
(3) Place the mounting plate over spool shaft and
disks (33).
slide it down smoothly in place over cap locator bushing
CAUTION
(26) to prevent damage to seals.
Use extreme care so the control
(4) Align holes in mounting plate (23) with tapped
assembly does not lose alignment
holes in housing (38). Mounting plate must rest fairly
when entering housing (38).
flush against end of housing so that cap locator bushing
(14) Place housing (38) on a solid wooden
is not cocked.
surface with the port face down. Install spool assembly
(5) Install mounting plate screws (22) and torque
with the splined end of spool entering the 14-hole end of
to 150 inch pounds (16.9 N-m).
the housing first. Push parts gently into place with a
c. End Plate Reassembly.
slight rotating motion.
(1) Position control housing (38) in vise and clamp
in position with the end plate surface up.
(2) Check that the control spool is flush or
8-7
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
