 |
|||
|
|
|||
|
Page Title:
Figure 11-8. Checking valve face. |
|
||
| ||||||||||
|
|
 TM 10-3930-630-34
TA067447
Figure 11-7. Allowable head thickness of refaced valves.
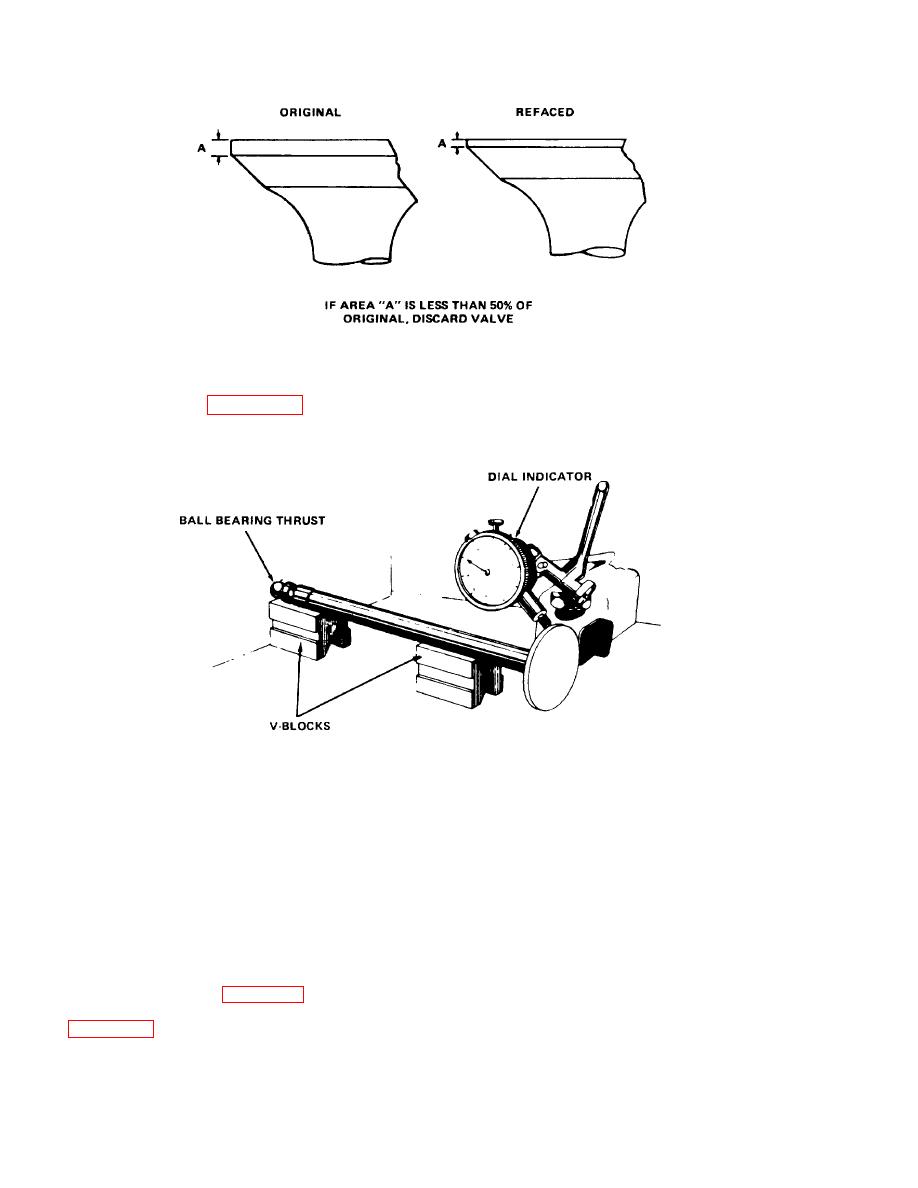
(3) Check all refaced or new valves with an
indicator. Valve face should be true with the stem within
indicator as shown in figure 11-8. Place valve in "V"
0.002 inch (0.051 mm). If not, repeat valve grinding
blocks as shown and rotate face against dial
operation.
TA067448
Figure 11-8. Checking valve face.
(4) Lightly coat valve seat with Prussian blue.
j. Inspect springs for cracks, and other damage.
Place valve in position, and rotate valve slightly to
Replace cracked or damaged springs.
transfer pattern to valve face. Pattern must show valve
k. Check valve springs as follows:
contact width of 0.0625 to 0.938 inch (1.58 to 23.8 mm)
(1) Outside diameter should be 0.9688 inch
and must fall well within the width of the valve face. A
(24.6 mm).
margin of at least 0.0625 inch (1.58 mm) on either side
(2) Check valve springs on a valve spring
must be bore of Prussian blue.
tester. The length of the spring with the valve closed,
(5) If contact area is over 0.938 inch (23.8 mm)
under 47 to 53 pounds (21.2 to 24.0 kg), should be
wide, seat must be narrowed by using a 15 degree stone
1.7031 inches (43.2 mm). Minimum weights to reach
to reduce the outside diameter. If less than 0.625 inch
this should be 42 pounds (19.0 kg).
(1.58 mm), use a 60 to 75 degree stone to increase the
(3) Place a load of 96 to 104 pounds (43.4 to
inside diameter. Refer to figure 11-9.
47.1 kg) on spring to simulate a valve open. Length of
(6) Check valve position in cylinder block and refer
spring should be 1.4219 inches (36.1 mm). Minimum
to figure 11-10 for correct seating.
allowable weight to achieve this is 86 pounds (38.9 kg).
(7) After valve seat is correct, retouch seat lightly to
l.
Replace all springs that do not meet the
remove burs or feathered edge.
above
11-5
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
