 |
|||
|
|
|||
|
Page Title:
Figure 5-4. Welding Repair of Outer Rail Assembly |
|
||
| ||||||||||
|
|
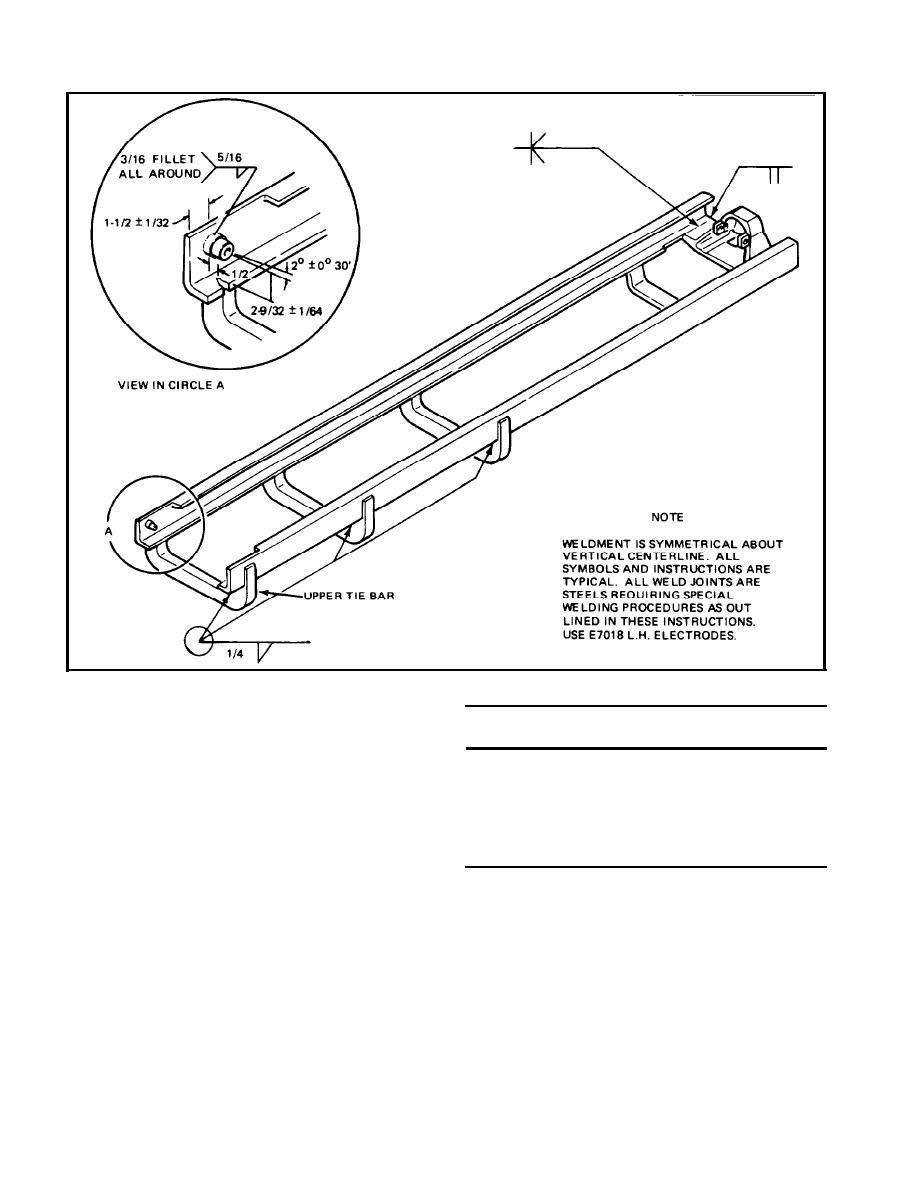 Figure 5-4. Welding Repair of Outer Rail Assembly
required, a disc grinder with #80 grit abrasive is
Weld Inches/Min.
recommended.
Size
Amperage
(Average)
-
3/32
70-120
5-20. WELDING.
100-150
6-8
1/8
5/32
120-200
8-10
a. Welding should be performed by experi-
3/16
200-275
10-12
enced/qualified welders.
7/32
275-350
12-14
300-400
14-16
l/4
b . Voltage/amperage/speed settings should be
b a l a n c e d to produce a well-formed bead, and to
These ranges must be balanced per (b.) above.
assure proper penetration.
d . On the rectifier type welders (most common
today) the voltage is variable and is automatically
c. For subject component welding, the following
keyed to the amperage. The voltage range is there-
ranges apply for E-7018, E-8018, E-9018, and
fore omitted from the listing.
E-10018 electrodes:
Manufacturers
recom-
mendation for arc length and amperage is to be
e. Average welding speed (inches per minute) is
followed.
b a s e d on l/4" fillets and on flat and horizontal
5-10
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
