 |
|||
|
|
|||
|
Page Title:
PISTON AND PISTON RING INSPECTION |
|
||
| ||||||||||
|
|
 TM 10-3930-644-14&P
Fitting a piston pin is a precision job. Oversize pins of
When the correct fit is obtained, the feeler may be
.005" and .010" are available, if desired. The specified
withdrawn with a pull of 5-10 pounds on the scale, with
pin clearance in the piston bosses will permit a "hand
the feeler inserted between the piston and the cylinder,
push" at ordinary room temperatures.
midway between the piston pin bosses where the
diameter of the piston is the greatest. Check the fit of
E. PISTON AND PISTON RING INSPECTION
the piston when it is approximately 2" down in the
As gummy deposits are not always easily removed with
cylinder bore in an inverted position.
fuel from piston walls and ring grooves, these parts may
be cleaned with a solvent and then blown off with dry
Piston skirt diameter of a new piston is 3.4120" to
compressed air. After cleaning, piston skirt, piston rings,
3.4170", measured at right angles to the piston pin.
and ring grooves should be thoroughly inspected.
New piston rings must always be used with new pistons.
If engine has been in service for some time, even though
CAUTION
same pistons are used again, it is advisable to use new
Do not use solvents containing
rings when the engine is re-assembled.
chemicals injurious to aluminum
alloy.
F. CONNECTING ROD INSPECTION
Piston skirt should be carefully inspected for score
marks or other indications of improper piston clearance.
Wash connecting rod assembly in clean solvent.
Any scored pistons should be replaced. Inspect inside
Measure outside diameter of piston pin to determine
of piston for cracks, any of which make it unfit for further
wear. Specified diameter of a new piston pin is .8591" to
use. Make certain that drilled holes in piston walls are
.8593". Check the bushing in the upper end of the
open and clean.
connecting rod for wear. Specified Inside diameter of
connecting rod bushing is .8595" to .8597". These
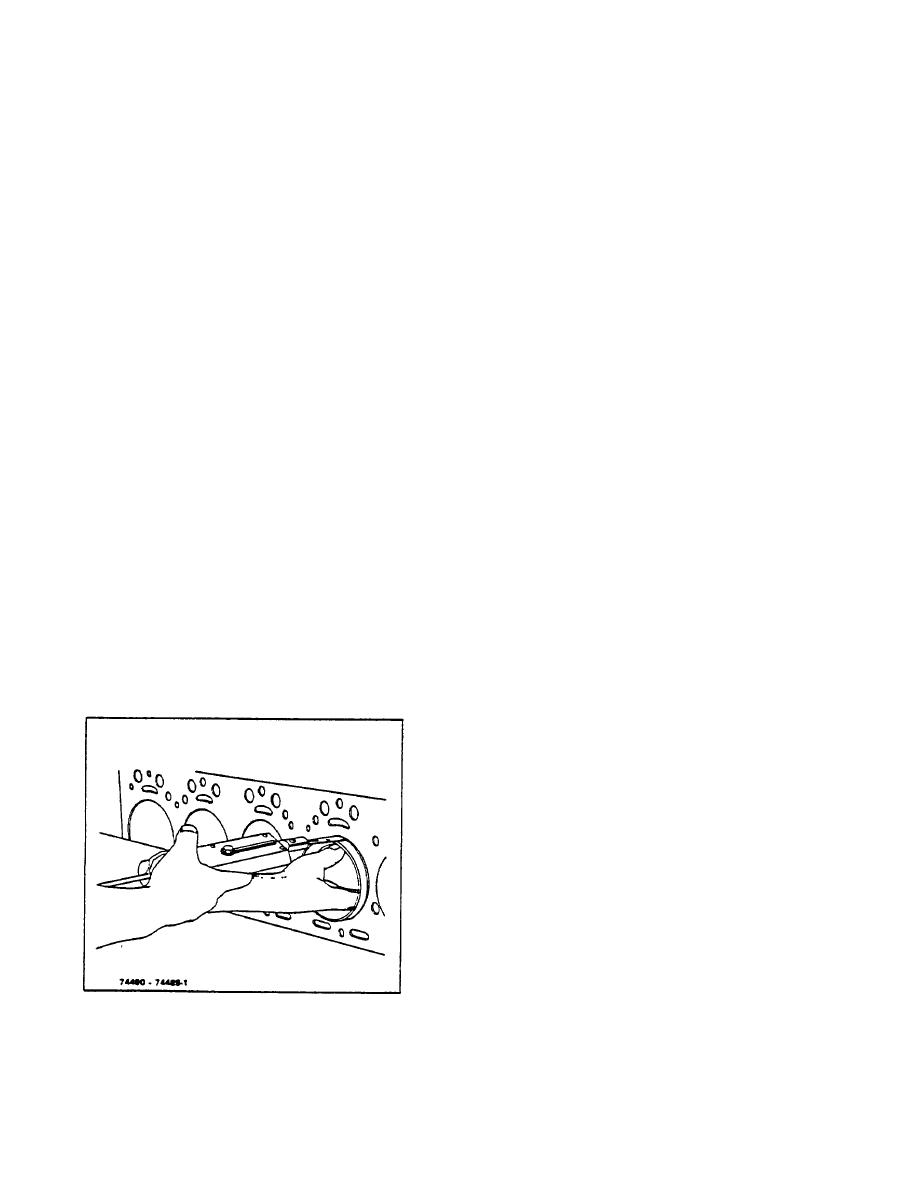
Check piston for wear by inserting it into cylinder bore
dimensions of pin and bushing provide a clearance of
and measuring clearance between piston and cylinder
.0002" to .0006". If clearance is close to or beyond this
wall. The cylinder walls and pistons must be perfectly
limit, replace connecting rod bushing.
clean and dry when fitting pistons in the cylinder bores.
Pistons should be fitted with the block and piston at
If bushing is worn, and the original pistons are to be
used with a service set of rings, an oversize piston pin
room temperature (68 - 70F).
may be obtained in .003" or .005" oversize.
Check the piston fit in the bore using a half-inch wide
The piston pin hole in the piston and the bushing in the
strip of feeler stock, .003" thick, attached to a small scale
connecting rod may be honed to increase their diameter,
of approximately 15 lbs. capacity (Figure 8-6).
and to obtain the desired fit as shown in TOPIC 1. FITS
AND TOLERANCES.
NOTE
While the chart specifies a light push
fit of the pin in the piston, there is a
definite clearance of the piston pin in
the connecting rod.
Replace the bushing in the connecting rod if new pistons
and sleeves are used. Using an arbor press (Figure 8-7)
press out the old bushing and press in the new one after
which the bushing must be honed to obtain the correct fit
of the pin in the bushing as shown in TOPIC 1. FITS
AND TOLERANCES.
If there is an excess of stock in the piston pin bushing, it
may be reamed first, then honed. In any event, the final
operation should be done with a hone to obtain the
Figure 8-6. Checking Piston Fit in Bore
desired fit with better than 75% bearing area on the pin.
R-104-1
3-29
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
