 |
|||
|
|
|||
|
Page Title:
Hydraulic Carriage, Cleaning, Inspection and Repair |
|
||
| ||||||||||
|
|
 TM 10-3930-630-34
3-29.
Hydraulic Carriage, Cleaning, Inspection and
Repair
a. Clean parts with cleaning, compound
solvent (Fed. Spec. P-D-680).
b. Inspect backrest for cracked or broken
welds, and any bends or wear which could interfere with
heavy use.
c. Inspect carriage frame for cracked or
broken weldments, unusual wear or bending and
misalignment of vertical carriage supports.
NOTE
Examine stud weldments closely.
d. Repair parts by welding, if practical. When
welding bearing studs use the procedure outlined below.
NOTE
The following procedures apply to
carriage and mast bearing studs.
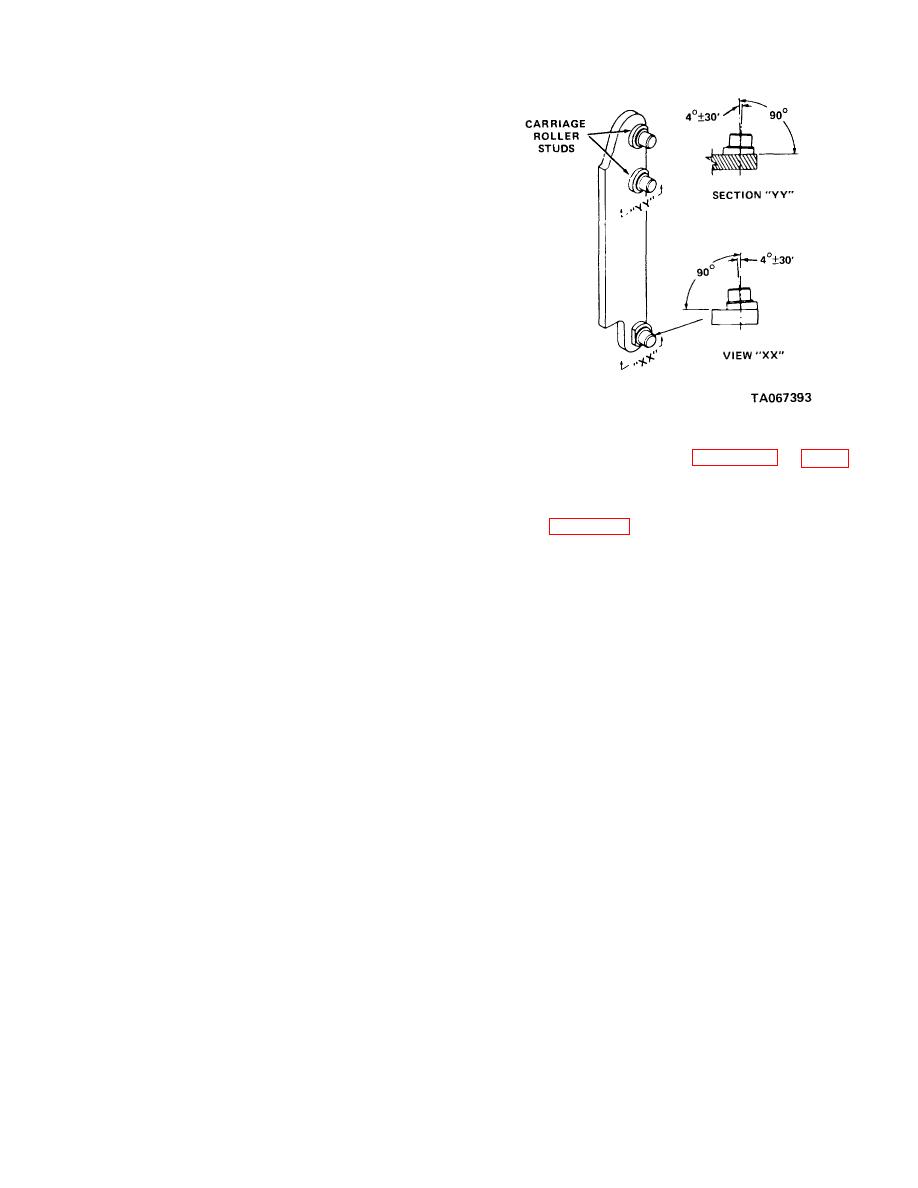
Figure 3-11. Carriage roller and stud locations.
(1) Remove the filler metal from around
channel or support. Refer to figure 3-11 or 3-12 for
the stud using a small, round grinder. Do not make any
dimensions and stud locations.
passes into the mast channel or carriage support.
(4) Comply with the following welding
Remove the stud from the channel or support.
specifications using bearing stud welding procedure
(2) Prepare the welding surface by
shown on figure 3-13.
removing all foreign material such as rust, scale,
grease, etc. Any part that may be damaged by heat
should be removed before welding.
(3) Locate, tilt and align new stud on
mast
3-17
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
