 |
|||
|
|
|||
|
Page Title:
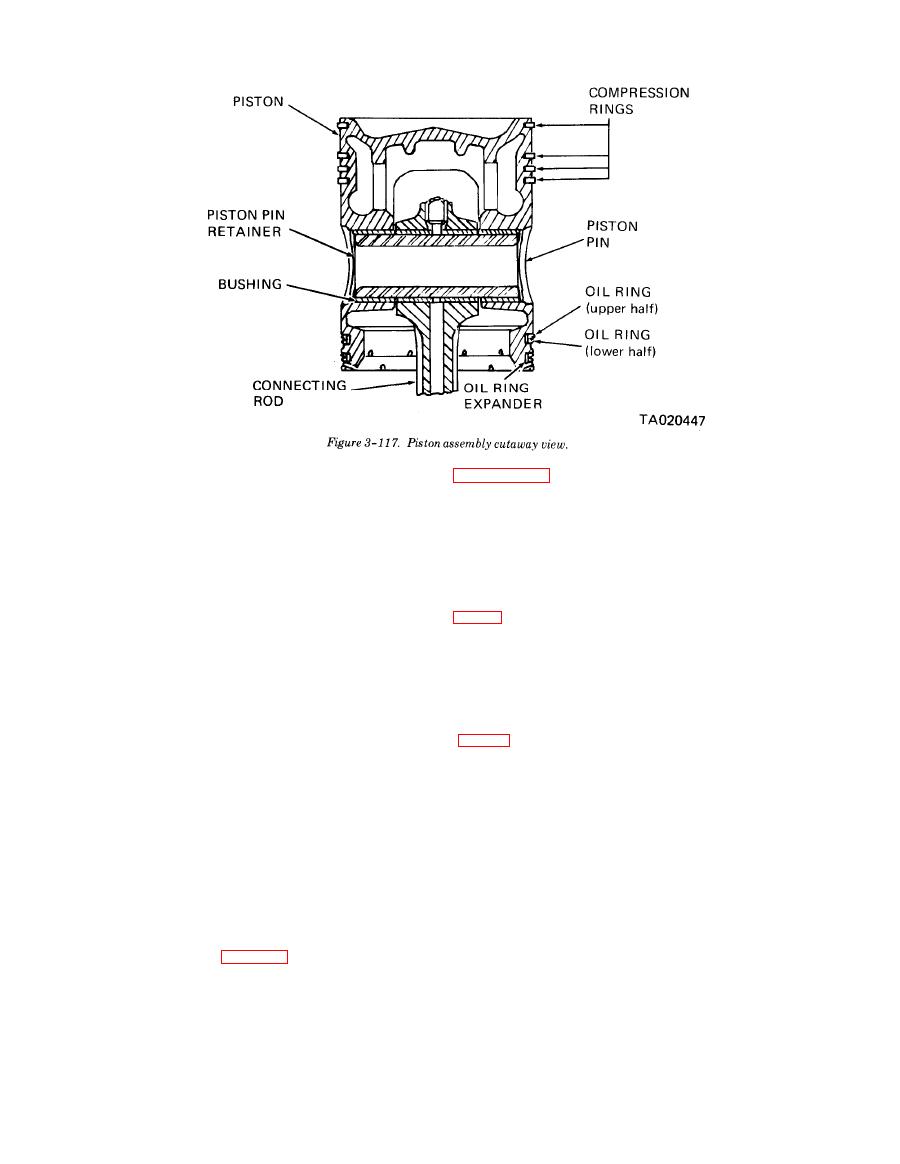
Figure 3-117. Piston assembly cutaway view |
|
||
| ||||||||||
|
|
 TM 10-3930-634-34
(c) Insert the unthreaded end of the shaft
notch in bearing.
through the pilot and block bore until it snaps into the
(e) Install the installer/pilot, large diameter
remover.
first, over the shaft and into rear bore of block.
(d) Drive the end bearing from the cylinder
block by using a mallet on the-threaded end-of the
(f) Install short spacer tool, a thrust-washer,
flat washer, and hex nut over threaded end of shaft.
shaft.
(e) Remove the next intermediate bearing in the
(g) Aline the shaft so a C-washer can be inserted
in groove adjacent to installer as shown (A, fig.
same manner.
(f) Remove the opposite end bearing and inter-
(h) Place a C-washer in groove at end of shaft.
mediate bearing in the same manner, working from
(i) Position installer and bearing with notch in
the opposite end of the block and inserting the large
position noted at removal, and using a suitable wrench
diameter of the pilot into the block bore.
on the hex nut, draw the bearing into place until the
(9) Camshaft bearings must be installed in the
end C-washer is up against the installer/pilot,
following sequence: 1) the rear intermediate and rear
(11) Install rear end bearing as follows: (B, fig.
end bearings, in that order, by pressing from the rear
to the front of the block; 2) the front intermediate and
(a) Insert large diameter of pilot in front bear-
front end bearings, in that order, by pressing from the
ing bore of block.
front to the rear of the block. To facilitate assembly,
(b) Insert the support ring in the rear bearing
bearings are color coded on the ends; brown for end
bore.
bearings and orange for intermediate bearings.
(c) Install the shaft, unthreaded end first,
CAUTION
through the pilot and the support.
All replacement bearings must be installed
(d) Position new end bearing on installer/pilot
with the notch located at the same position in
and install the installer/pilot over the end of shaft as
bore as noted prior to removal of original
shown.
bearings.
(e) Place a C-washer in end groove of shaft, and
(10) Install real intermediate bearings as follows:
install short spacer tool, thrust washer, flat washer,
(a) Insert large diameter of pilot in front
and nut on threaded end of shaft.
earing bore of block (A, fig. 3-123).
(f) Aline notch in bearing with locator pin in-
(b) Insert new intermediate bearing through the
staller/pilot and position, as noted at removal, against
rear bore and position against intermediate bearing
end of bearing bore. Draw bearing into place in block
support with notch facing rear of block.
by using a wrench on the hex nut. End bearing is in
(c) Insert unthreaded end of shaft through the
proper position when shoulder on installer/pilot is
pilot and push through entire block bore.
against machined face of block.
(d) Slide the installer on the shaft as shown in
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
