 |
|||
|
|
|||
|
|
|||
| ||||||||||
|
|
 TM 10-3930-660-24-2
TRANSMISSION ASSEMBLY REPAIR - CONTINUED
0289 00
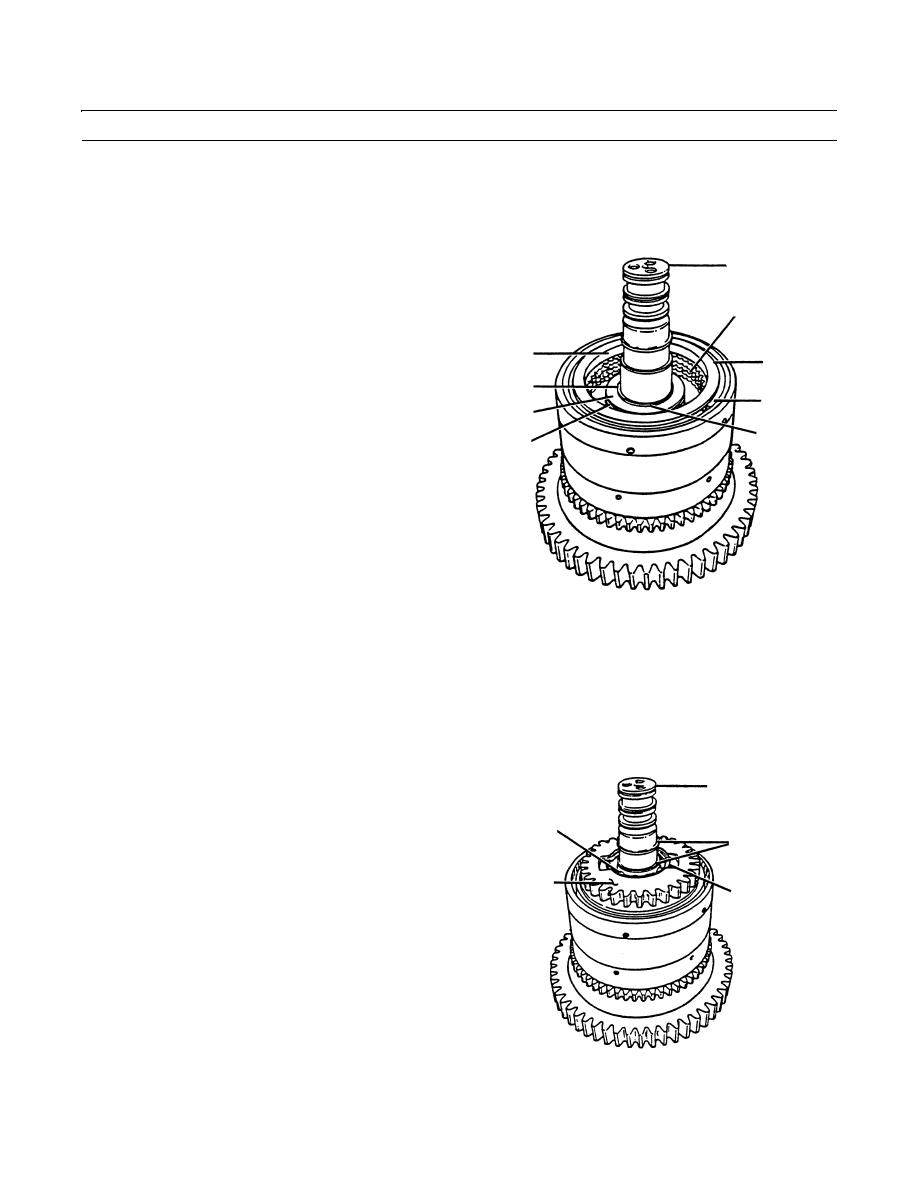
ASSEMBLY - CONTINUED
CAUTION
Use care when installing piston to prevent damage to O-ring and outer piston seal.
46.
Install assembled piston (64) into shaft assembly (49).
49
Ensure that piston (64) aligns with locating pins in
shaft assembly (49).
57,58
47.
Install thrust washer (62), four springs (61) and
retainer (59).
64
56
48.
Place shaft assembly (44) in a press. Install a spring
59
compressor tool.
55
61
WARNING
60
62
Ensure that retainer ring is secure in
groove before spring compressor tool is
removed from retainer to prevent springs
from flying out. Failure to follow this pre-
caution could cause personal injury.
49.
Press down on spring compressor tool and retainer
409-4117
(59) to allow installation of retainer ring (60). Slowly
remove spring compressor tool.
CAUTION
Carefully handle clutch plates so graphite coating does not flake off. Failure to follow this precaution could
cause equipment damage.
50.
Install four clutch plates (57) and four separator plates (58) into shaft assembly (49). Begin with a separator plate (58)
and then a clutch plate (57). Continue by alternating plates. The last plate must be a clutch plate (57).
NOTE
49
The separator plates have external teeth
and clutch plates have internal teeth. The
53
plates do not have a right or wrong side for
51
installation.
52
51.
Install clutch plate retainer (56) and snap ring (55) on
54
shaft assembly (49).
52.
Install appropriate pair of alignment bars between
weld gear (52) and piston (64), as required, to hold
weld gear (52) off piston (64). Use either narrow or
wide side of bars to ensure that weld gear (52) is held
off piston (64) 1/16 in. (1.6 mm) and at the same time
engages all clutch plates (57).
409-1168
0289 00-19
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
