 |
|||
|
|
|||
|
Page Title:
Figure 78. Drive axle and differential and carrier assembly, installed on truck. |
|
||
| ||||||||||
|
|
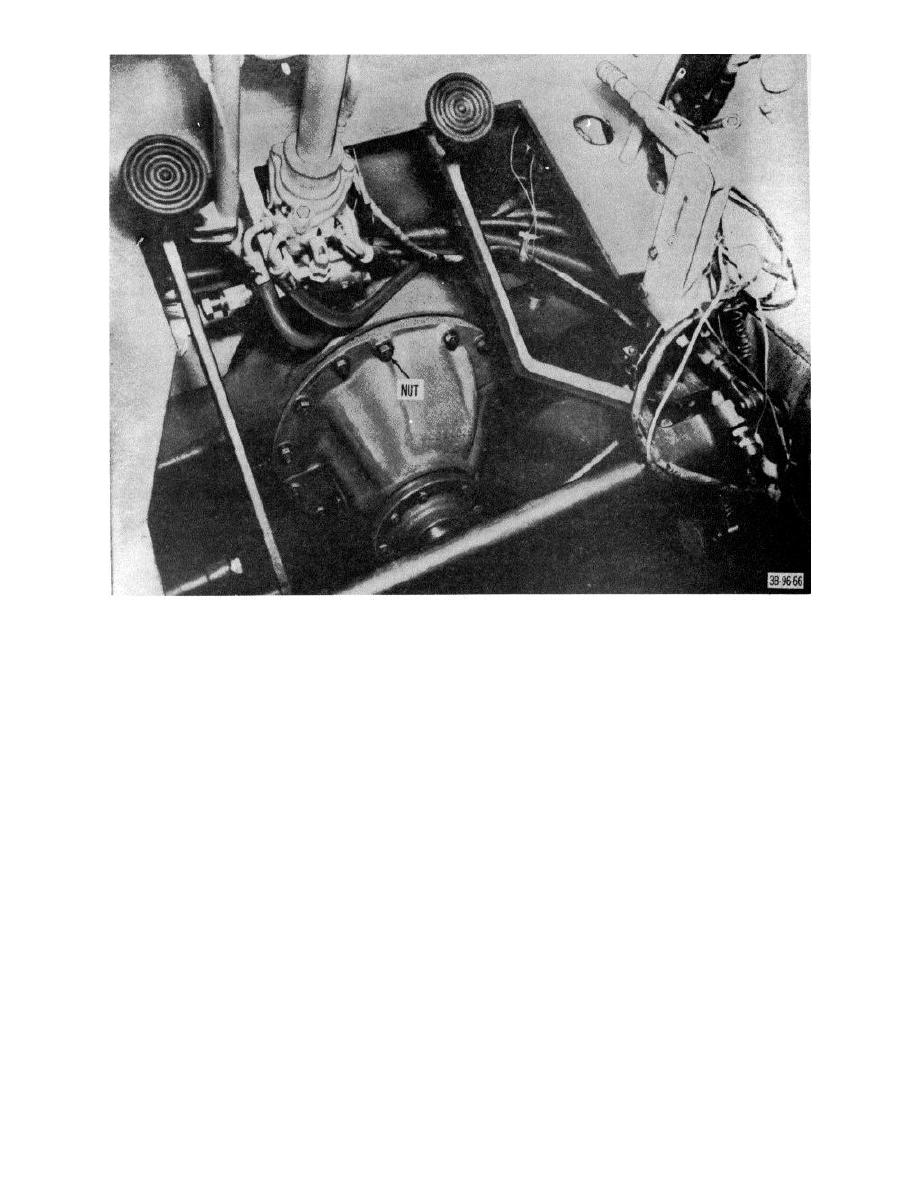 Figure 78. Drive axle and differential and carrier assembly, installed on truck.
(14) Using new gasket (6), install cover and seal with
(10) While in press under pressure, check bearing
gasket on carrier and cap assembly (19) with
preload torque. Wrap soft wire around cage and
capscrews (26).
pull on horizontal line with pound scale. If a
(15) Install yoke fitting (4) on pinion.
press is not available, the pinion nut (2) may be
(16) Install washer (3) on pinion.
tightened to the correct torque and preload
(17) Install castellated nut (2) on pinion and tighten
checked.
to correct torque (700 foot-pounds) and secure
(11) If rotating torque is not within 12 to 18 inch-
with cotter pin (1).
pounds, use a thinner spacer to increase
preload or a thicker spacer to decrease preload.
Note.
When it is necessary to
(12) Install pinion and cage assembly with shim (12)
replace either the pinion or ring gear, the
into carrier and cap assembly (19) making
gear sat must be replaced. When a new ring
certain that the oil passage holes are alined.
gear or differential case installed, the
(13) Coat outer edge of oil seal (7) with sealing
differential case hole must be line reamed
compound and press seal into cover (5).
with the gear in order to reassemble using
the correct size rivets. Rivets must be upset
cold. The upset head of the rivets should be
one-eighth inch larger in diameter than the
rivet holes.
AGO 7010A
94
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
