 |
|||
|
|
|||
|
|
|||
| ||||||||||
|
|
 TM 10-3930-673-34
NOTE
Grind service seats for only a few
seconds only to avoid making them
too wide.
(d)
Grind service valve seats lightly to
ensure proper seat angle.
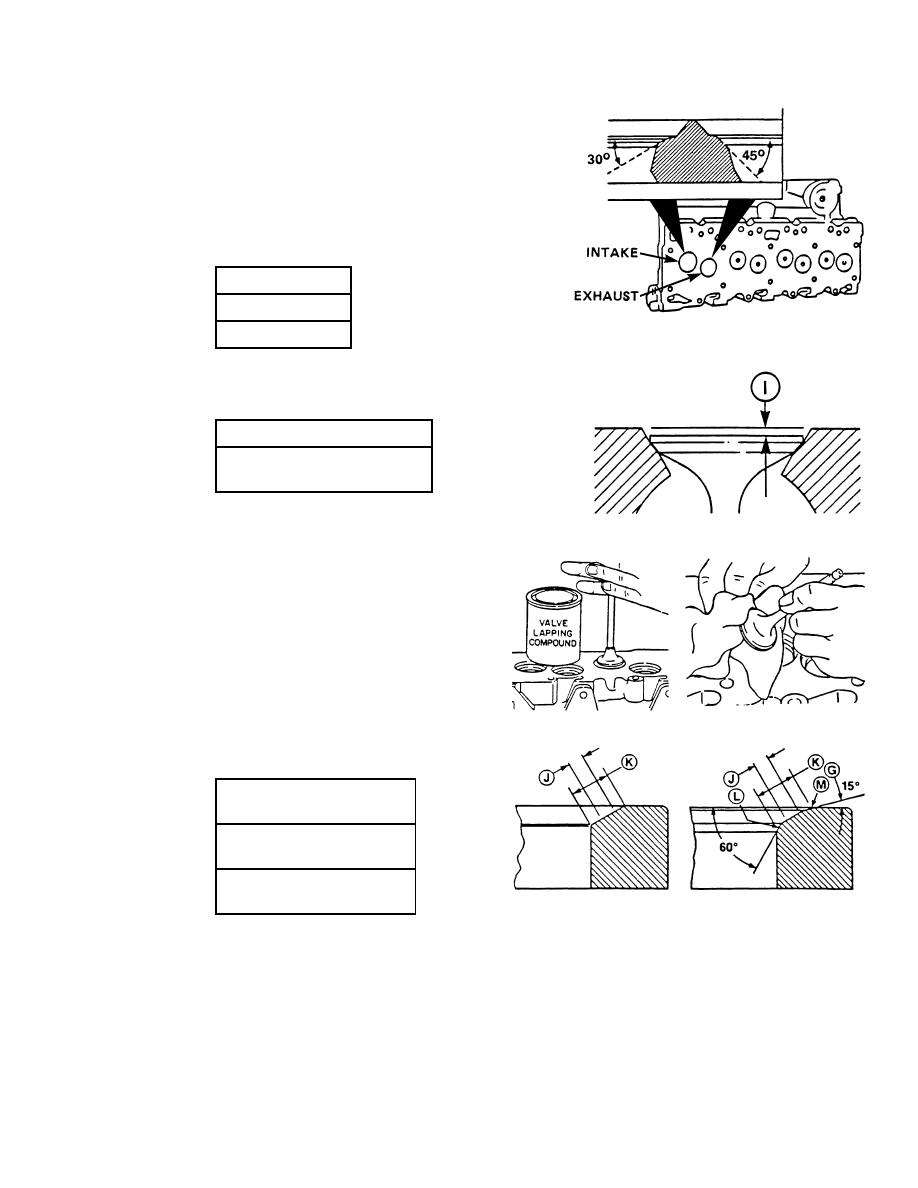
Seat Angle
Intake: 30
TR00620
Exhaust: 45
(e)
Install valves in their designated
locations and measure depth I.
Limit
I Depth: 0.039 - 0.060 in.
(1 - 1.52 mm)
TR00623
(f)
Apply a light coat of valve lapping
compound to each valve and lap
valve to its companion service seat.
(g)
Remove valves from cylinder head
and clean grinding compound from
valves and service seats.
TR00624
(h)
Measure width of service seats.
Valve Service Seat Width
Range Limit
Point J: 0.060 in.
(1.52 mm)
Point K: 0.080 in.
(2.03 mm)
TR00625
(i)
If service seat is too wide after
lapping, grind lower seat surface L using a 60 seat grinder, and upper seat surface M with a
15 seat grinder until seat width is centered and within specifications listed in Step (h)
above.
3-49
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
