 |
|||
|
|
|||
|
|
|||
| ||||||||||
|
|
 TM 10-3930-673-34
(f)
If GD is equal to or less than given
tolerance, identify valve seat with
an X.
(g)
If GD is greater than 0.010 in. (0.25
mm), a service valve seat must be
installed.
TR00622
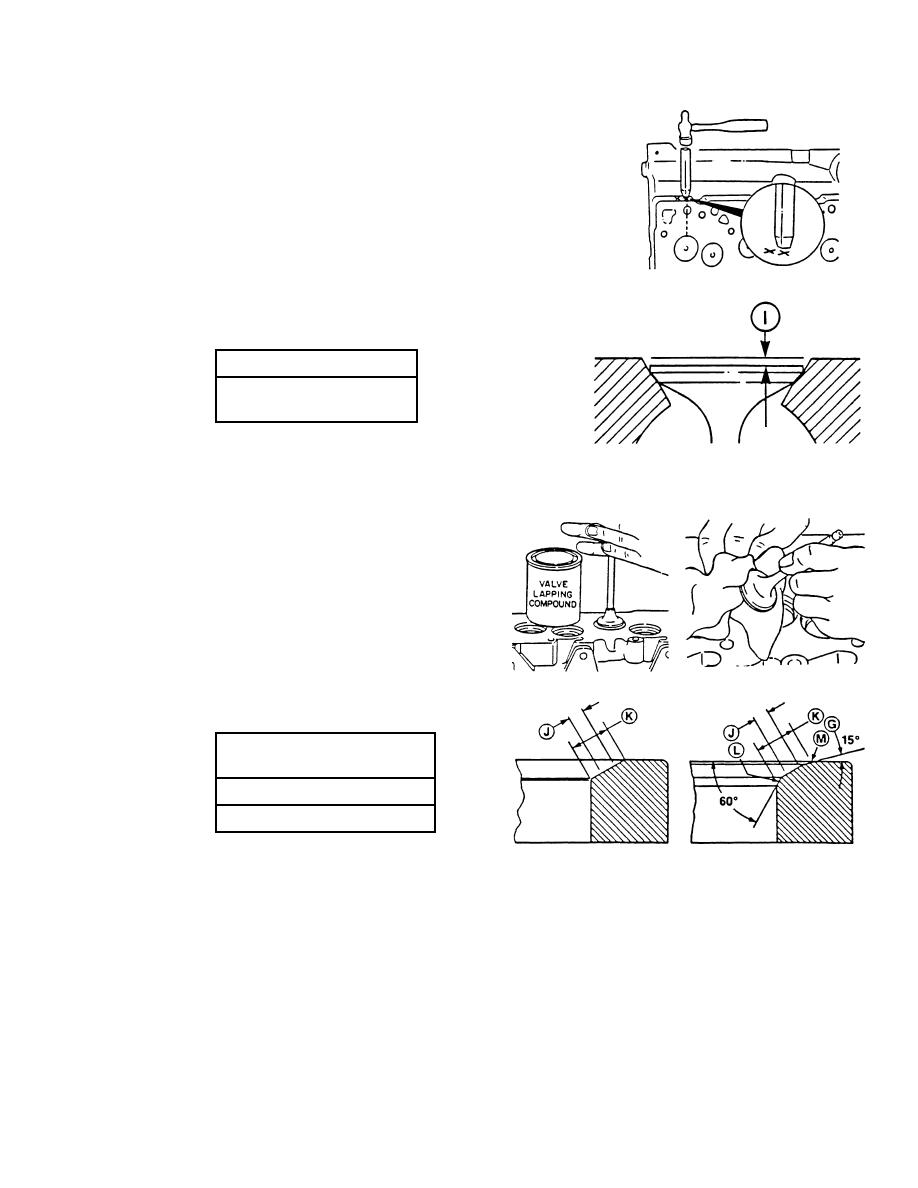
(h)
With valves in their designated
bores, measure and record depth I.
Depth Limit
I Depth: 0.039 - 0.060 in.
(1 - 1.52 mm)
(i)
If depth I exceeds tolerance limits,
TR00623
replace the valve and check depth I
again.
(j)
Apply a light coat of valve lapping
compound to each valve and lap
each valve to its companion seat.
(k)
Remove valves and clean grinding
compound from valves and seats.
TR00624
(l)
Measure valve seat width.
Valve Seat Width
Range Limit
Point J: 0.060 in. (1.52 mm)
Point K: 0.080 in. (2.03 mm)
TR00625
(m) If valve seat is too wide after
lapping, grind lower seat surface L
using a 60 seat grinder, and upper
seat surface M with a 15 seat grinder until seat width is centered and within specifications
listed in Step (k) above.
3-47
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
