| |
TM 10-3930-671-24
Several good makes of ridge reamers are available
which will ream the top of the bore in direct relation to the
worn area so that, should the worn area be off-center
slightly, there will be no partial ridge remaining.
2.
Drain the crankcase and remove the oil pan.
3.
Remove the cap screws holding the connecting
rod caps to the rod. Keep the cap and bolts in
numerical order so that when the pistons and
rods are removed from the engine, the cap can
be reassembled and kept with its mating part.
4.
Push the pistons and connecting rods up
through the top of the cylinder, carrying with
them all the carbon and metal chips left from the
cleaning and ridge reaming operation. When
doing this, every precaution must be taken to
prevent damage to cylinder bores by the sharp
comers and rough edges of the connecting rods.
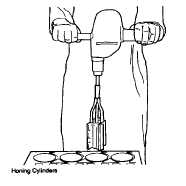
5.
It is important to remove the glaze on the
cylinder bores by using a cylinder hone, with an
adjustable stone tension, in order to assure
quick seating of the new piston rings. If the
cylinder glaze is not removed, you will have no
assurance as to when the rings will begin to
function properly and control the oil; this is
especially true when chrome rings are used.
The
following
step-by-step
procedure
Is
recommended:
a.
To get the correct crosshatch pattern with a
cylinder hone, use a top quality electric drill
with a speed of 500 R.P.M. or less and 280
grit stones.
b.
Cover the entire crankshaft with a clean,
slightly oily cloth to prevent abrasives and
dirt from getting on the crankshaft.
c.
Remove the excess carbon deposits from
the top of the cylinder wall before beginning
the glaze breaking operation (this is to
prevent loading the stones).
d.
Insert hone in cylinder and expand to
cylinder wall with slight tension. Using a
clean brush, wet cylinder wall and stones
with kerosene. Use a hand drill and surface
hone cylinder with a rapid up and down
motion to produce a good crosshatch
pattern. Apply kerosene continuously and
increase tension on hone adjustment until a
good pattern and finish is obtained. A
smooth, bright finish of 10 to 15 micro
inches (0.25 0.38 micro meters) is desired.
The honing operation will produce a sharp edge at the
bottom of the bores. Upon completion of the honing
operation, remove this sharp edge with a piece of
number 500 emery cloth. If this edge is not removed, it
can cause shaving of the piston skirts.
Removing Sharp Edge After Honing
e.
Clean the loose abrasives from the stones
by using kerosene and a wire brush.
IMPORTANT: Stones must be used wet. Keep
applying kerosene during honing to prevent stones
from drying out and causing an incorrect honing
pattern.
f.
The most desirable cylinder finish is10-1 5
micro inches (0.25 -0.38 micro meters); with
this finish, the depressions in the surface
tend to keep a supply of lubrication between
the mating parts: this finish can be obtained
by using 280 grit stones on the hone.
F-174
|