| |
TM 10-3930-669-34
(4) Check cylinder liner seating on crankcase
surface and feel for any evidence of roughness.
Seating surface must be level and free from
grooves. If cylinder liner seat is not level and
free of grooves, repair liner(s) as follows:
(a)
Using a wiping rag, clean seating area and
remove paint residues.
(b)
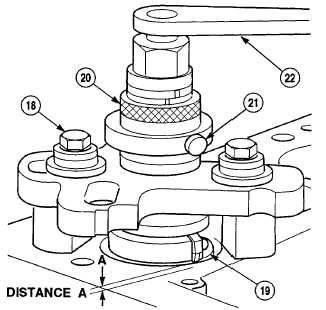
Center refacing device and tighten screws
(18).
(c)
Withdraw centering finger and slide tool
holder (19) out to diameter of cylinder
seating face.
CAUTION
•
DO NOT turn spindle counterclockwise when reworking surface or refacing
device will be damaged.
•
Adjust feed carefully. A full turn (360°) of knurled nut feeds tool holder 0.059
inch (1.5 mm).
(d)
Using knurled nut (20), turn spindle of turning device clockwise and adjust tool holder (19) specified amount
of liner face to be reworked.
(e)
Move tool holder (19) toward middle of bore.
(f)
Using knurled nut (20), set tool over and slightly beyond distance "A" to permit satisfactory refacing.
(g)
After adjusting tool, tighten setscrew (21).
NOTE
•
Selected cutting depth should not exceed 0.008 inch (0.2 mm). This feed
corresponds to a 1/8th turn (45°) of knurled nut. Less feed per cut will
produce a better surface.
•
Resurfacing cut should not exceed the cylinder height of 5.405 in. (137.7
mm).
(h)
Turn spindle (22) to rework seating area until smooth and/or flush with top of crankcase surface.
(i)
Set back tool holder and remove refacing device.
(j)
Clean crankcase thoroughly.
3-33
|