| |
TM 10-3930-669-34
3-4.
CRANKCASE REPAIR (CONT).
NOTE
•
If all bearings have a uniform
contact pattern, bearings are in
alignment.
•
Do
not
bore
out
individual
bearings.
(d)
Rotate crankshaft. Remove screws,
washers, bearing caps, and crankshaft. If
bearing bores are in alignment, there will be
an even pattern of marking by crankshaft in
all bearing bores. If bearing bores require
alignment, bores must be line-bored.
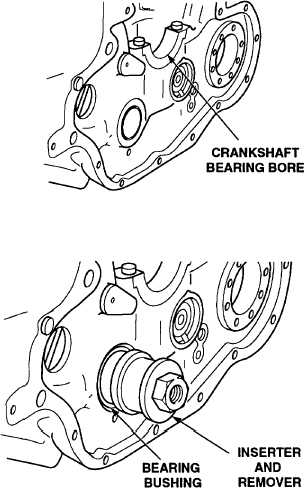
(3) Using an inside micrometer, measure camshaft
bearing bores of crankcase. Bore should be 1.8890
to 1.8911 in. (47.9800-48.0340 mm). If bores are
more than 1.8890 to 1.8911 in. (47.9800-48.0340
mm), replace camshaft bearings as follows:
(a)
Install shorter, small-diameter thrust piece
(part of inserter and remover) on front end
of camshaft bore.
(b)
Install end support (part of inserter and
remover) at next camshaft bore.
(c)
Pull bearing bushing out towards flywheel
end.
CAUTION
Failure to align bearing/bushing oil holes with crankcase oil hole will result in
severe damage.
(d)
Align new camshaft bearing bushing so oil holes in bushing coincide with those in crankcase.
(e)
Using inserter and remover, press new bearing bushing into crankcase. Install bushing flush with front end of
crankcase.
(f)
Clean crankcase thoroughly.
3-32
|