| |
TM 10-3930-660-34
9-5 . BEAR DIFFERENTIAL CARRIER ASSEMBLY - REPLACE/REPAIR/ADJUST (Cont’d)
a.
Apply marking compound to
12 gear teeth of ring gear.
Rotate ring gear so that 12 gear
teeth are next to bevel pinion.
b.
Rotate ring gear (18) forward and
backward so that 12 marked teeth
go past bevel pinion six times to
get contact patterns . Repeat , if
necessary , to get a clearer
pattern.
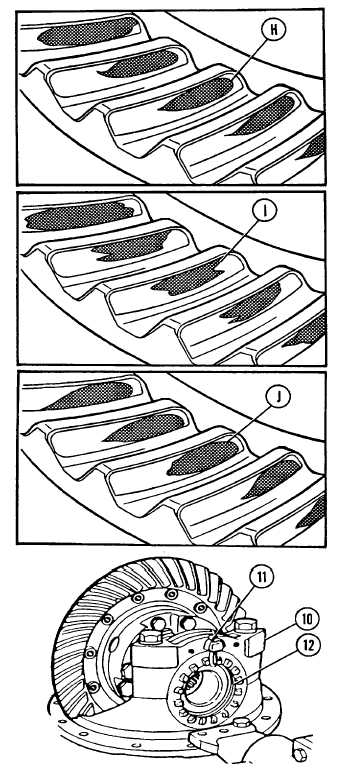
c.
Inspect contact patterns on ring
gear (18) . Good hand rolled
pattern (H) will show contact
toward toe of gear tooth and in
the center between top and bottom
of tooth . A high pattern (I)
will show contact closer to top
of gear tooth . A low pattern (J)
will show contact toward bottom
of gear tooth . When in
operation , pattern will extend to
approximately full length of gear
tooth.
d.
If necessary , install thinner
shim pack (34) under pinion
bearing cage (30) to correct high
contact pattern.
e.
If necessary , install thicker
shim pack (34) under pinion
bearing cage (30) to correct low
contact pattern.
f.
If necessary , decrease backlash ,
STEP 3 , g . to move contact
patterns toward toe of ring gear
teeth.
g.
If necessary , increase backlash ,
STEP 3 , f . to move contact
patterns toward heel of ring gear
teeth.
h.
Install two new cotter pins (11)
that hold two bearing adjusting
rings (12) in position . Install
cotter pins (11) through boss of
bearing cap (10) and between lugs
of adjusting ring (12).
9-29
|