 |
|||
|
|
|||
|
|
|||
| ||||||||||
|
|
 TM 10-3930-660-24-2
REAR DIFFERENTIAL CARRIER ASSEMBLY MAINTENANCE - CONTINUED
0298 00
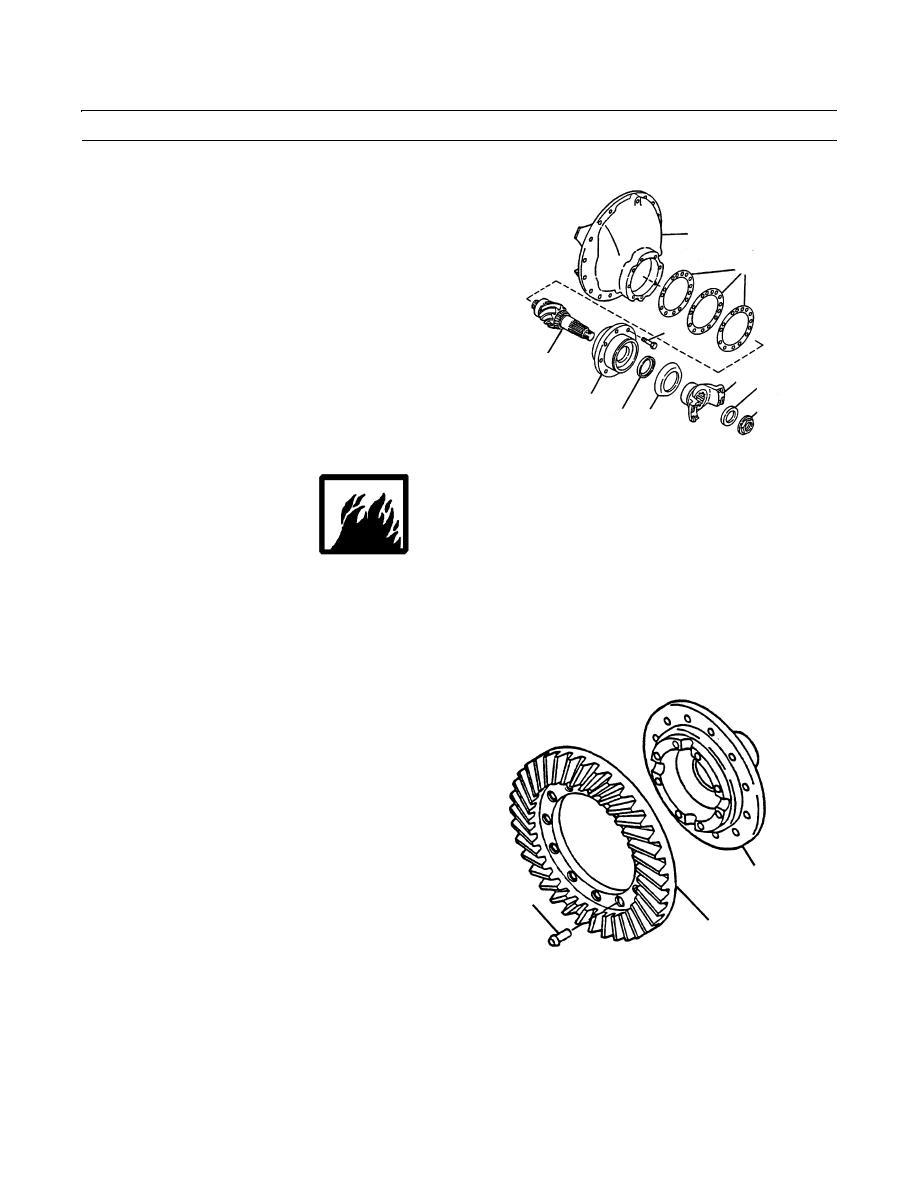
ASSEMBLY - CONTINUED
32.
Install bevel pinion (26) and bearing cage (27), as an
assembly, and new shim pack (28) into the carrier.
7
NOTE
28
Use a minimum of three shims in a shim
pack. Install the thinnest shims on both
sides of the shim pack for maximum seal-
25
ing.
26
33.
Install new shim pack (28) and pinion bearing cage
23 22
(27). Secure with eight capscrews (25).
27
21
34.
Torque capscrews (25) to 50 to 75 lb-ft (68 to 102
29 24
Nm).
409-1286
35.
Torque nut (21) to 300 to 400 lb-ft (407 to 542 Nm).
WARNING
Wear gloves and proper clothing while handling hot ring gear. Failure to follow this warning could result in
serious personal injury.
CAUTION
Ring gear must be heated before installation. Failure to heat ring gear before installation could cause damage
to differential case half because of tight fit.
36.
Expand ring gear (8) by heating in a tank of water to a
temperature of 160F to 180F (71 to 82C) for 10 to
15 minutes.
37.
Use a suitable sling and hoist to lift the ring gear (8)
from tank of water.
38.
Install ring gear (8) on flange case half (20) immedi-
ately after heating. If ring gear (8) does not fit easily
on flange case half (20), repeat step 36.
39.
Align fastener holes of ring gear (8) and flange case
20
half (20) by rotating ring gear (8) as needed.
19
8
409-1295
0298 00-8
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
