 |
|||
|
|
|||
|
|
|||
| ||||||||||
|
|
 TM 10-3930-660-24-2
CYLINDER HEAD ASSEMBLY REPAIR - CONTINUED
0270 00
REPAIR - CONTINUED
NOTE
S
FACE
Valve seats marked with one X at side of
R
V
V
cylinder head have been ground once and
if regrinding is necessary, a service seat
Q V
U
T
must be installed.
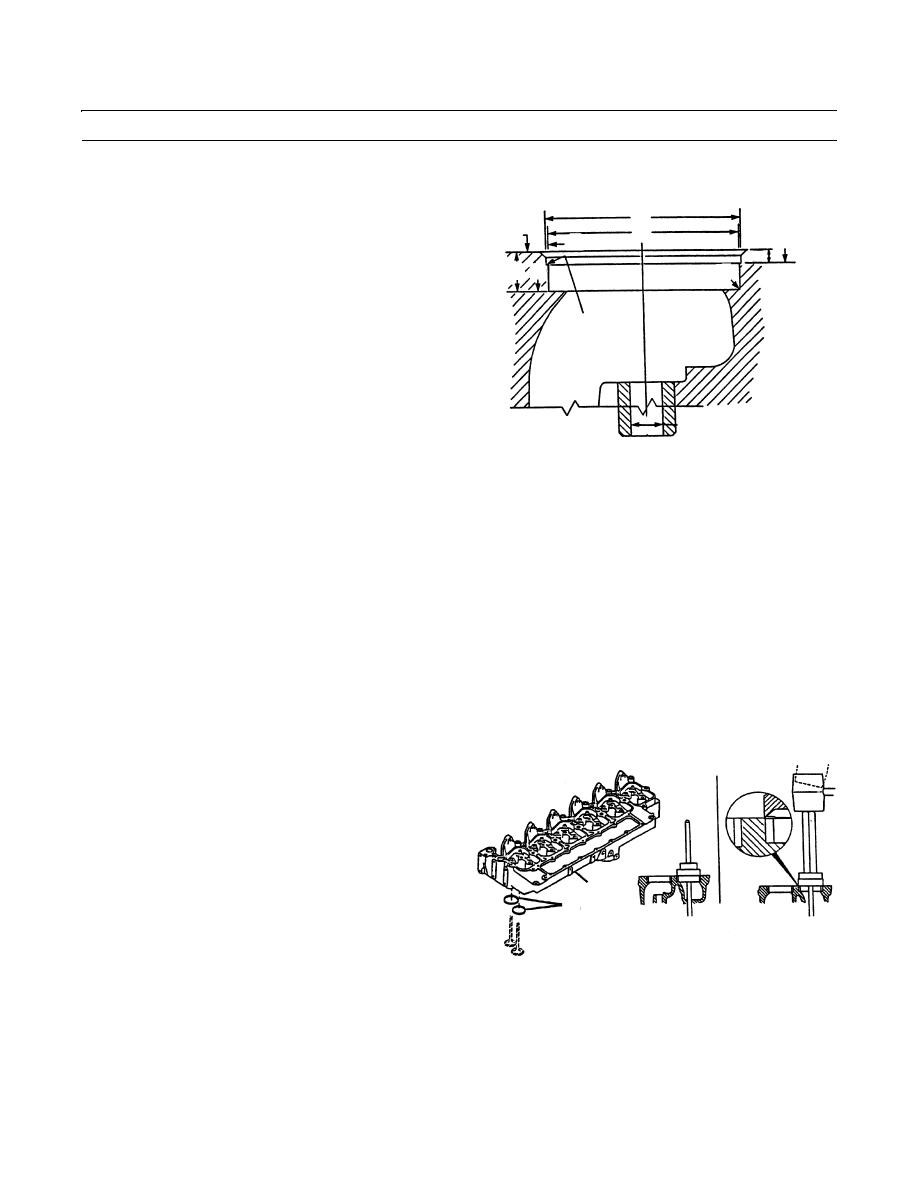
26.
Machine base metal intake valve seat pocket to the
dimensions shown.
P
N
409-879
N
0.3157 to 0.3165 in. (8.018 to 8.0391 mm)
P
0.015 in. (0.381 mm) radius max.
Q
0.4054 to 0.4134 in. (10.2743 to 10.5003 mm)
R
1.8499 to 1.8509 in. (46.9874 to 47.0128 mm) dia.
S
1.8848 to 1.8948 in. (47.8739 to 48.1279 mm) dia.
T
0.1454 to 0.1554 in. (3.6931 to 3.9471 mm)
U
0.0157 in. (0.3987 mm) radius max.
V
128 microinch surface finish
27.
Install service seats (15) into machined pockets, in
cylinder head (6).
28.
Using a suitable staking tool, stake service seals into
seal pockets.
6
15
409-880
0270 00-11
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
