 |
|||
|
|
|||
|
|
|||
| ||||||||||
|
|
 TM 10-3930-660-24-2
CYLINDER HEAD ASSEMBLY REPAIR - CONTINUED
0270 00
REPAIR - CONTINUED
NOTE
Grind valve seats for a few seconds to avoid making the seats too wide.
Integral (parent metal) valve seats can be ground once only. Valve seats that have been previously ground are
marked with one X. If regrinding of X marked seats is necessary, service seats must be installed.
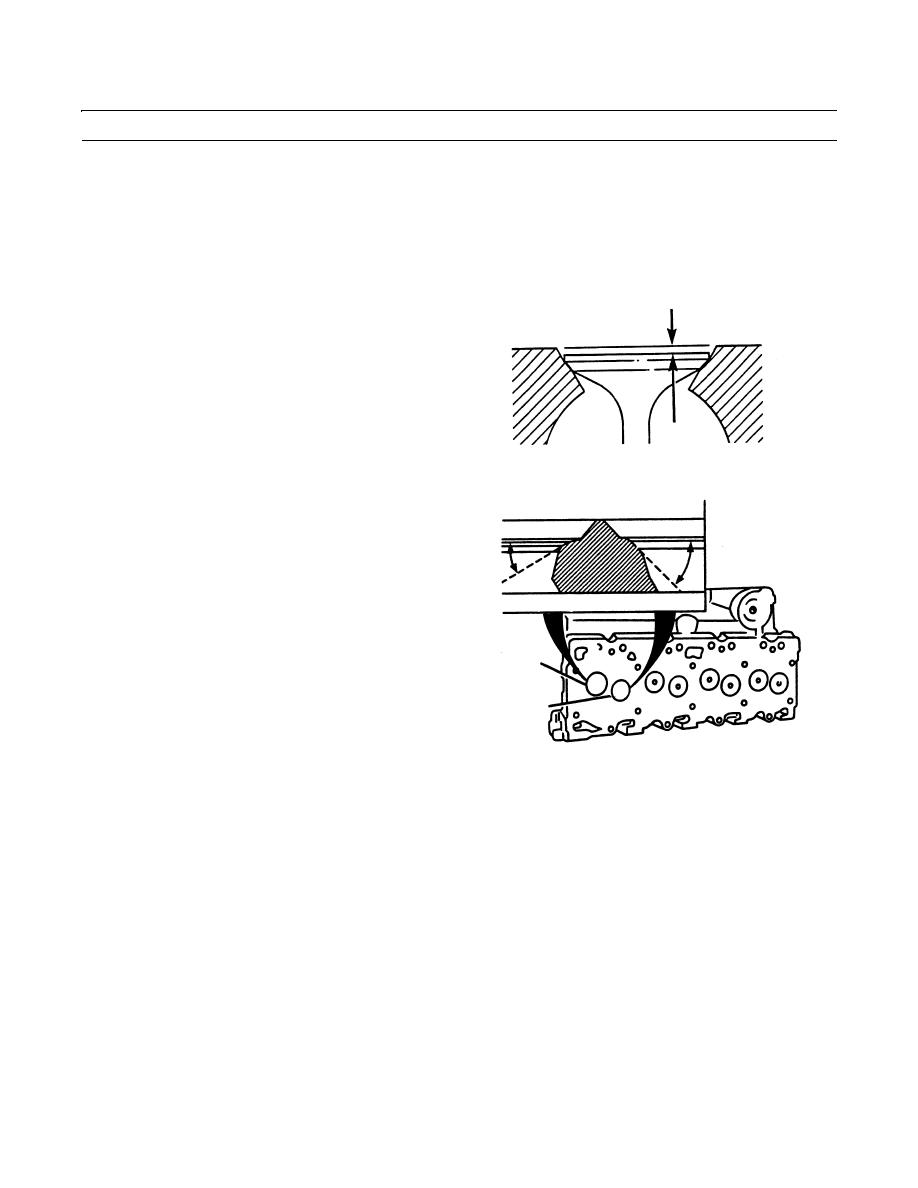
13.
Install valves in their designated location and measure
G
valve depth (G). Valve depth is the distance from the
valve face to the cylinder head surface.
14.
Record depth (G) for each valve.
15.
Lightly grind the valve seats to proper angle. Be care-
ful not to remove too much material and cause exces-
sive seat width.
409-870
Seat Angle
45
30
Intake
30 degrees
45 degrees
INTAKE
409-4106
0270 00-8
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
