 |
|||
|
|
|||
|
|
|||
| ||||||||||
|
|
 TM 10-3930-621-34
turned in a lathe to 0.002 inch maximum indicator
readings. Remove just enough material to make the
rings smooth and round. Polish with 400 grain or finer
polishing cloth and blow away all dust.
d. Bearing.
(1) The drive end frame bearing (28) can be
removed by detaching the retainer plate screws and then
pressing the bearing from the end frame. Check the
bearing and if it is in satisfactory con- dition, it can be
reused. Lubricate bearing. It should be filled 1/4 full
before reassembly.
Caution : Do not overfill or bearing will
overheat.
(2) If a new bearing is required, press it in with a
tube or collar that just fits over the outer race. If the felt
seal is worn excessively or hardened, it is recommended
that a new retainer plate be installed.
(3) The slip ring end frame bearing (24) should be
replaced if its grease supply is exhausted. Never attempt
to relubricate and reuse the bearing. Press the bearing
out from the slip ring end frame with a tube or collar that
fits inside the end frame housing. Press the bearing out
from outside the housing toward the inside. Press in the
new bearing with a flat plate. Press in from outside the
end frame until the bearing is flush with the outside of the
end frame. To prevent breakage of the end frame,
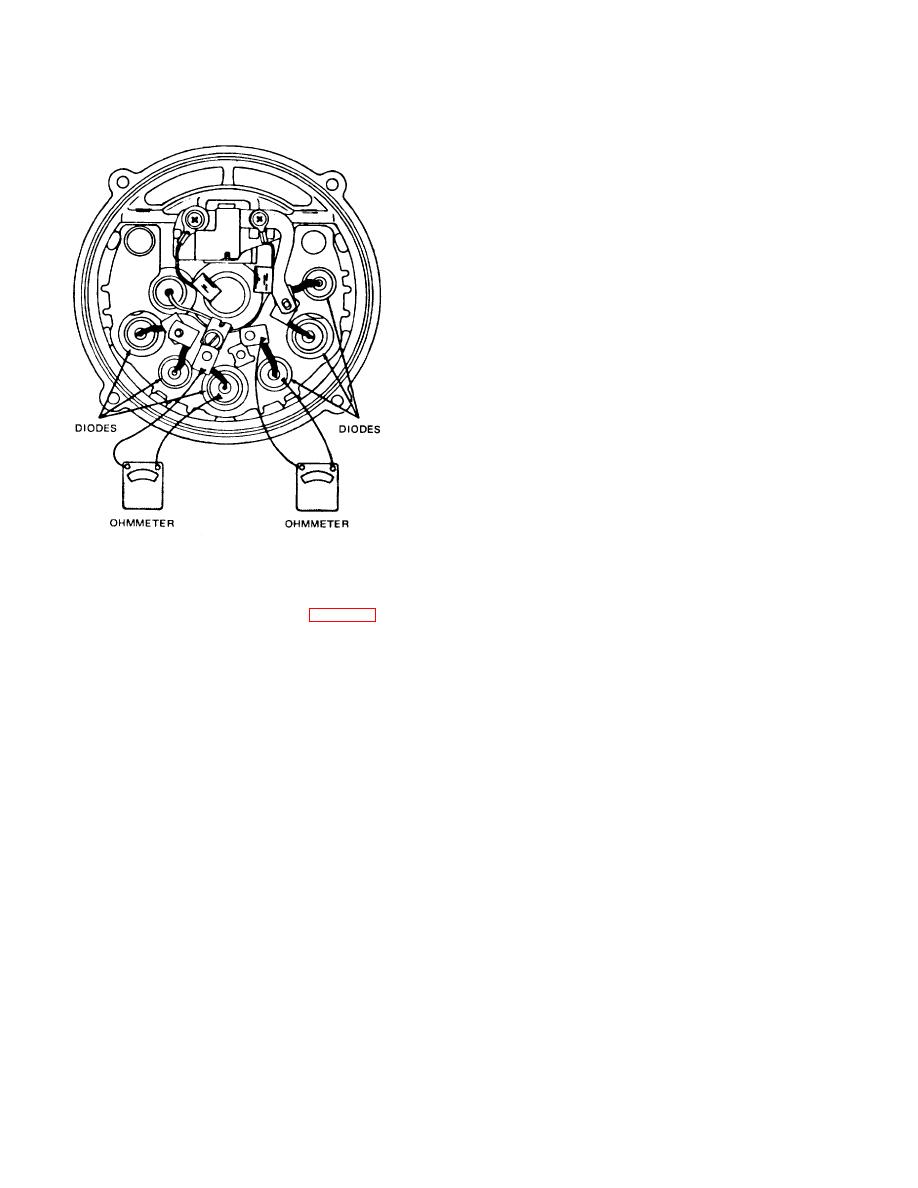
Figure 5-4. Diode testing.
support it on the inside with a hollow cylinder. When
b. Test rotor first, if not defective, then proceed to
installing the new bearing, use extreme care to avoid
the stator and then finally the diodes.
misalignment or other undue stress on the bearing.
5-5. Repair
Saturate the felt seal with engine oil (OE 20), then
a. Reference Items. Refer to figure 5-1 for items
reassemble the felt seal
referenced.
and steel retainer.
b. Semiconductor Device, Diode.
e. Brush.
(1) Support slip ring end frame (2) or heat sink (5)
(1) When separating the slip ring end frame from
and push out old diodes (16 and 22) with an arbor press
the rotor and drive end frame assembly, the brushes will
or vice.
drop down onto the shaft and come into contact with the
(2) Press in new diode with a special tool which fits
lubricant. If brushes are to be reused, they must be
over the outer edge of the diode while supporting the
thoroughly cleaned with a soft dry cloth. Brushes are
heat sink or slip ring end frame.
0.500 of an inch in length new and must be replaced
Caution: Do not hammer diodes into position
when 0.375 of an inch in length. Also, clean the shaft
as the shock will damage them.
thoroughly before beginning reassembly.
c. Slip Ring.
(2) Inspect the brush springs for evidence of any
(1) To clean dirty slip rings, use 400 grain or finer
damage or corrosion. Be sure to replace the brush
polishing cloth. Spin the rotor in a lathe or by other
springs if there is any doubt as to their condition. Use a
means and hold the polishing cloth against the slip rings
spring scale and check spring tension, which should be
until they are clean.
8-12 ounces. Replace spring if tension is less than 8
Caution: The rotor must be rotated so the slip
ounces.
rings will be cleaned evenly. Trying to clean the slip
(3) When new brushes are required, install them
rings by hand without spinning the rotor could result
as follows:
in flat spots on the slip rings, resulting in brush
(a) Remove two brush holder screws and brush
noise.
holder assembly from slip ring end frame.
(2) Out of round or rough slip rings should be
(b) After installing springs and brushes in brush
holder, insert a piece of straight wire or a pin
5-4
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
