 |
|||
|
|
|||
|
Page Title:
REAR DIFFERENTIAL CARRIER ASSEMBLY REPLACEMENT/REPAIR/ ADJUSTMENT - continued |
|
||
| ||||||||||
|
|
 TM 10-3930-673-34
WARNING
Adhesives, solvents, and sealing compounds can burn easily, can give off harmful vapors,
and are harmful to skin and clothing. To avoid injury or death, keep away from open fire
and use in a well-ventilated area. If adhesive, solvent, or sealing compound gets on skin
or clothing, wash immediately with soap and water.
CAUTION
Spacing between first four installed screws must be even to prevent uneven pressure on
case halves when torquing. Failure to do so could cause component failure.
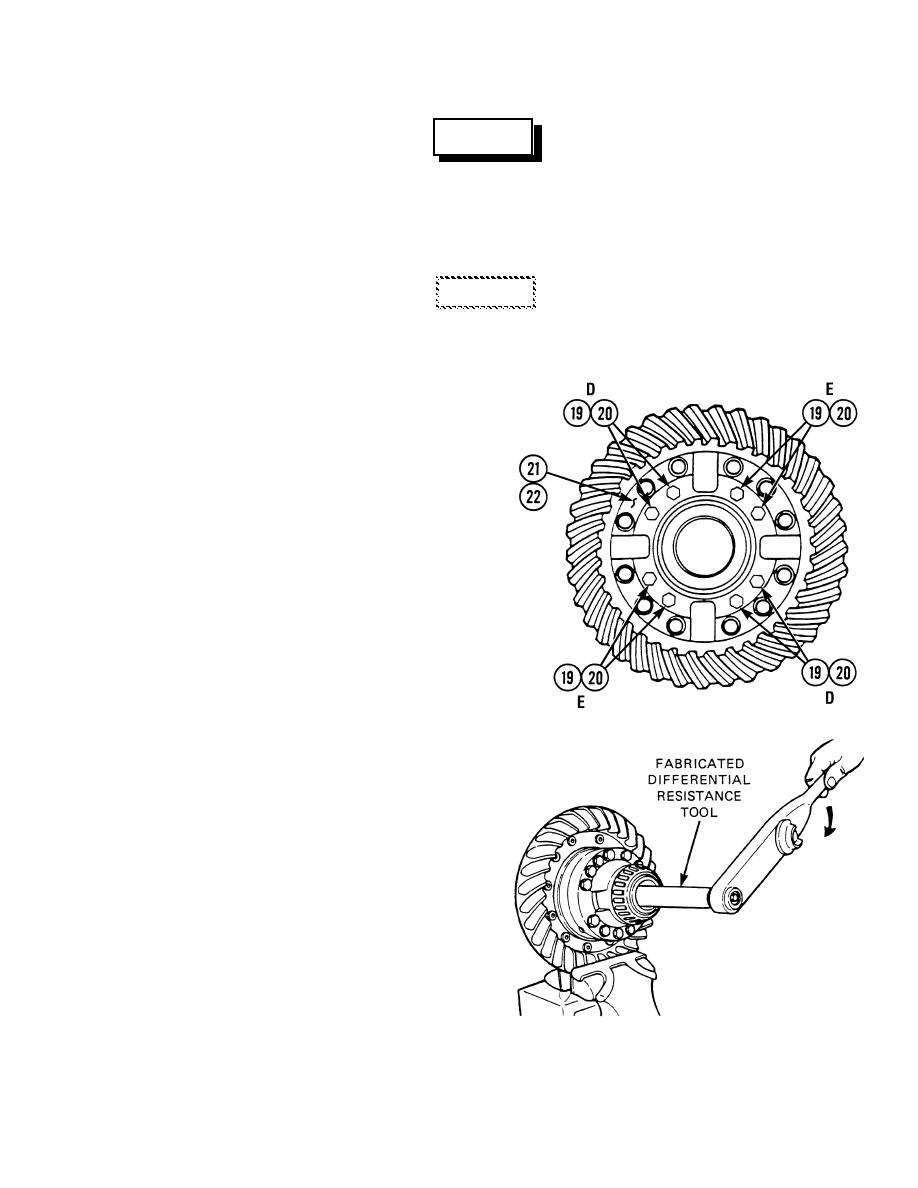
(p)
Apply sealing compound to eight
screws (19). Install four of the eight
screws and four washers (20), as
opposing pairs (D and E), into case
halves (21 and 22). Tighten screws
to 60 - 75 lb-ft (81.35 - 101.69 Nm).
NOTE
Tighten screws in pairs opposite
each other.
(q)
Install remaining four screws (19)
and four washers (20). Tighten
screws to 60 - 75 lb-ft
(81.35 - 101.69 Nm).
TR00445
(7)
Check rotating resistance of
differential gears.
NOTE
Fabricate a tool from an axle's shaft
that matches the spline of
differential side gear (24).
(a)
Place differential in a soft-jaw vise
in the normal operating position.
(b)
Install fabricated differential
resistance tool in spline of one side
gear.
(c)
Put torque wrench on end of
TR00446
differential resistance tool. Read
value of torque wrench as
differential gears are rotated.
9-23
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
