 |
|||
|
|
|||
|
Page Title:
REAR DIFFERENTIAL CARRIER ASSEMBLY REPLACEMENT/REPAIR/ ADJUSTMENT - continued |
|
||
| ||||||||||
|
|
 TM 10-3930-673-34
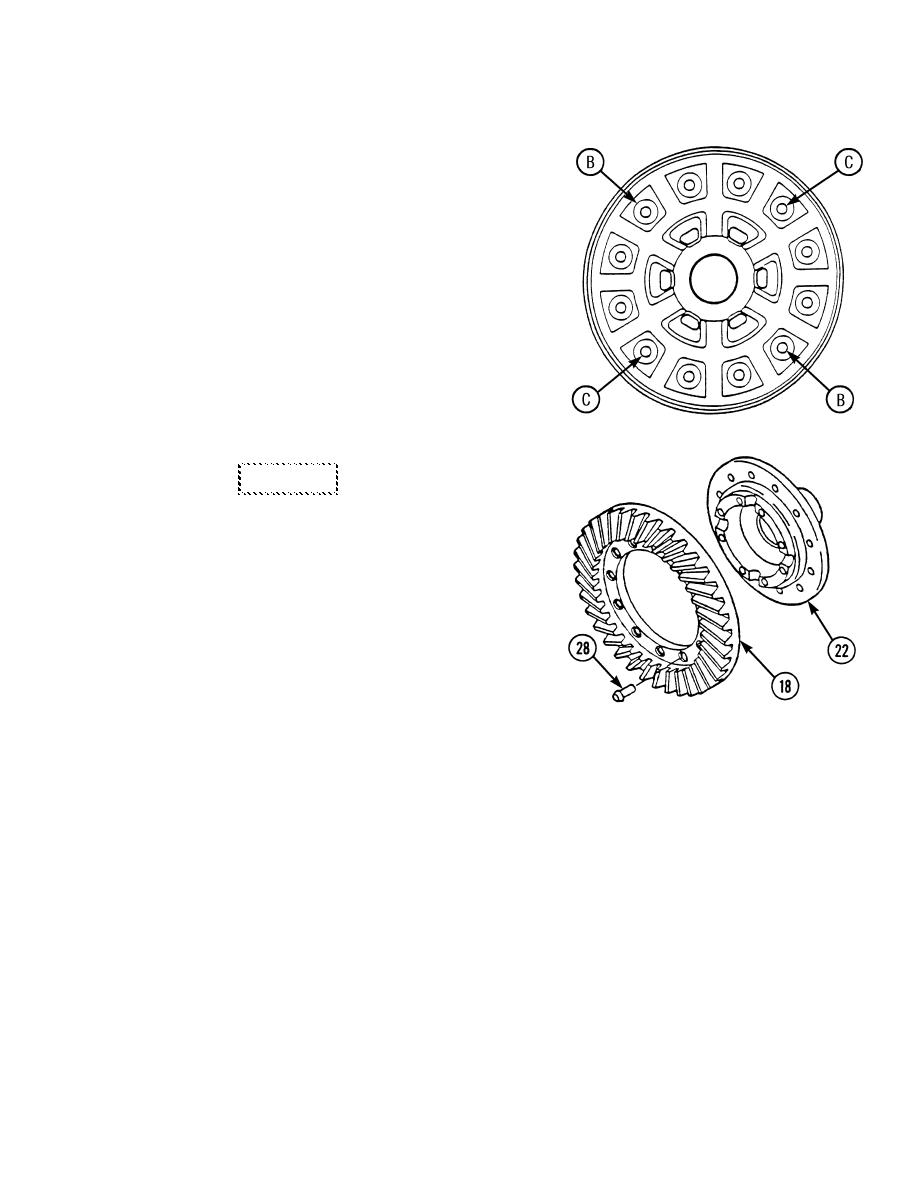
(d)
Align fastener holes of ring gear (18) and flange case half (22) by rotating ring gear as needed.
(e)
Install 12 rivets (28) in pairs
opposite each other (B and C) from
flange case half (22) side of
assembly (side opposite gear teeth)
as shown. Rivet head must be
against flange case half.
TR00443
CAUTION
Do not heat rivets before
installation. Use only cold rivets
for proper fastening.
Pressure on rivets must be held for
approximately one minute so that rivet
body will completely fill hole. Failure
to do so could cause rivet failure.
(f)
Use riveting machine to press
rivets (28) into place from ring
gear (18) side of the assembly. Press
rivets in pairs opposite each other.
TR00442
Apply 60,000 lb of pressure.
(g)
Use a 0.003 in. (0.08 mm) feeler gauge to check for gaps between back surface of ring gear (18)
and flange case half (22). If gauge fits more than half way to rivets, remove ring gear; see
Disassembly Step (3), (a) through (d) and repeat Assembly Step (6), (a) through (f). If gap
persists, inspect flange case half and ring gear for problem, replace defective parts.
9-21
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
