 |
|||
|
|
|||
|
Page Title:
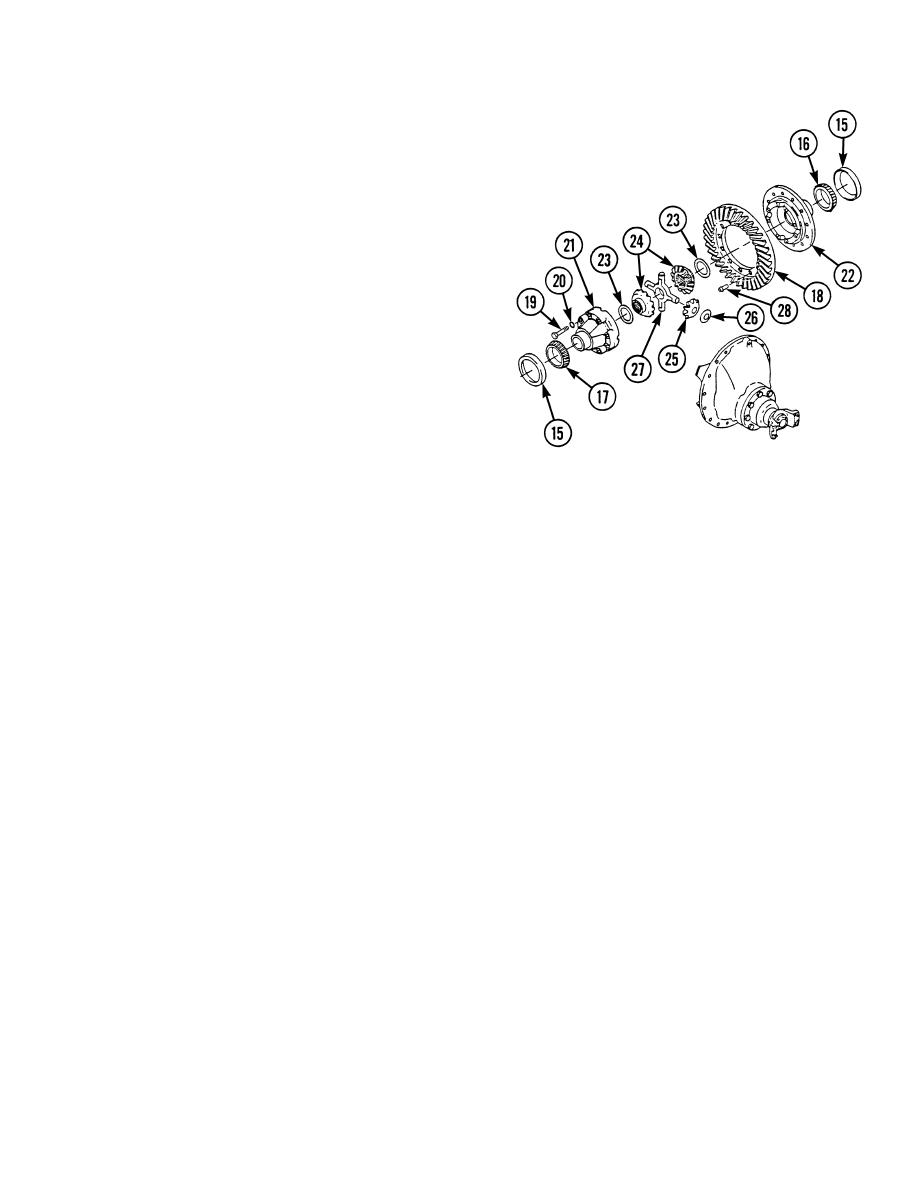
REAR DIFFERENTIAL CARRIER ASSEMBLY REPLACEMENT/REPAIR/ ADJUSTMENT - continued |
|
||
| ||||||||||
|
|
 TM 10-3930-673-34
(e)
Use sling to lift differential and ring
gear assembly from the carrier.
Place assembly on a work bench.
(f)
Remove two bearing cups (15) from
flange case half bearing cone (16)
and plain case half bearing
cone (17).
(g)
Using suitable puller, remove flange
case half bearing cone (16) and plain
case half bearing cone (17).
(2)
Disassemble differential and ring
gear (18).
(a)
Mark each case half for ease of
assembly.
(b)
Remove eight screws (19) and
TR00434
washers (20) from plain case
half (21).
(c)
Separate case halves (21 and 22).
(d)
Remove two side gear thrust washers (23), two side gears (24), four pinion gears (25), pinion
gear thrust washers (26), and differential spider (27).
(3)
Remove ring gear (18).
(a)
Inspect ring gear (18) for wear or damage. If ring gear needs replacement, center punch 12
rivets (28) on side of ring gear.
(b)
Drill 12 rivets (28) on ring gear (18) to a depth equal to thickness of one rivet head. Use a drill
bit 1/32 in. (0.031 mm) smaller than rivet body diameter.
(c)
Press or drive 12 rivets (28) from drilled side through holes in ring gear (18) and flange case
half (22). Discard rivets.
(d)
Support assembly under ring gear (18) with blocks and use suitable press to remove case
half (22) through ring gear.
9-13
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
