| |
TM 10-3930-671-24
9.
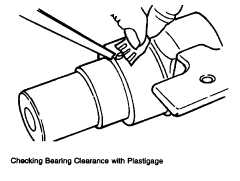
Check each bearing, one at a time, by using a
piece of Plastigage of a diameter specified to
check certain clearances.
By placing the Plastigage on the crankshaft bearing
surface and tightening the bearing and cap in place the
width of the Plastigage after crushing will determine the
bearing clearance.
CAUTION
When using Plastigage method DO
NOT TURN the crankshaft as that
would destroy the Plastigage.
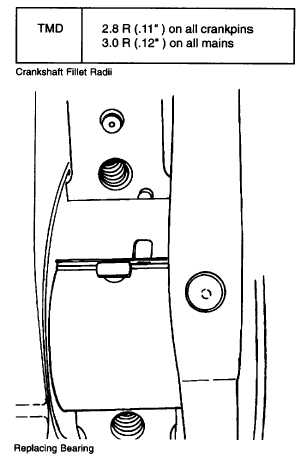
If crankshaft is scored, or worn enough so that new
bearings will not fit with the required clearance, it should
be removed and reground.
Standard crankshafts may be reground to decrease the
diameter a maximum of 1.0mm (.040").
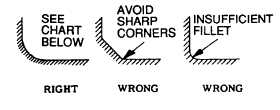
Before shaft is reground, it must be checked for
straightness and straightened if necessary to be within
0.05mm (.002") indicator reading. When reground, the
fillet radii must be within dimensional limits and must be
perfectly blended into thrust and bearing surfaces.
Crankshafts must be nitempered after regrinding.
CAMSHAFT
1.
Remove the screws holding the camshaft thrust
plate to the front of the cylinder block, which
makes it possible to pull the camshaft forward
out of the bearings.
2.
Measure the camshaft bearing journals and
bores. If clearance is equal to orgreaterthan the
amount indicated underwear limits, check the
diameter of the camshaft journals to determine
the next step. Excess wear at these positions
require replacement of the shaft.
3.
If the front camshaft journal bore becomes worn
beyond limits, there is a service camshaft
bushing available.
4.
Tappets can then be lifted out and lined up in
sequence, for installation in the same location
unless inspection shows that they require
replacement.
F-180
|