| |
TM 10-3930-660-34
3-7.
CYLINDER HEAD ASSEMBLY - REPLACE/REPAIR (Cont’d)
NOTE
Grind valve seats for a few seconds to avoid making the seats
too wide.
4.
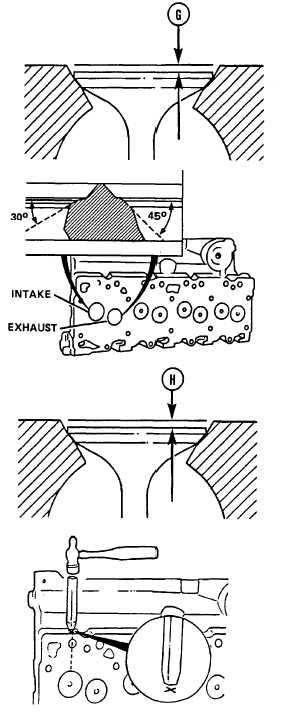
GRIND INTEGRAL VALVE SEATS.
Integral (parent metal) valve seats can be ground once only.
Valve seats that have been previously ground are marked with
one X. If regrinding of X marked seats is necessary, service
seats must be installed.
a.
Install valves in their designated location and
measure valve depth G. Valve depth is the
distance from the valve face to the cylinder head
surface.
b.
Record depth G for each valve.
c.
Lightly grind the valve seats to proper angle. Be
careful not to remove too much material and
cause excessive seat width.
Seat Angle
Intake: 30°
Exhaust: 45°
d.
Reinstall valves in their designated bores.
Measure and record depth H.
e.
Calculate grinding depth (GD) from G and H
measurements as follows:
GD = H - G
Maximum Limit
GD - 0.010 inch
f.
If GD is equal to or less than given tolerance,
identify valve seat with an X.
3-43
|