| |
TM 10-3930-660-34
9-5 . REAR DIFFERENTIAL CARRIER ASSEMBLY - REPLACE/RIEPAIR/ADJUST (Cont’d)
CAUTION
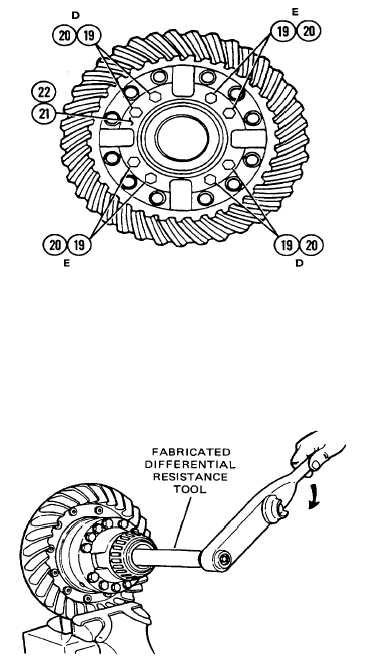
Spacing between first four installed
capscrews (19) must be even to prevent
uneven pressure on case halves when
torquing . Failure to do so could cause
component failure.
q.
Apply Loctite #277 to eight
capscrews (19) . Install four of
the eight capscrews (19) and four
flatwashers (20) , as opposing
pairs (D and E) , into case halves
(21 and 22).
r.
Torque four capscrews (19) to
60-75 lb . ft.
NOTE
Torque capscrews (19) in pairs
opposite each other.
s.
Install remaining four capscrews
(19) and four flatwashers (20).
Torque to 60-75 lb . ft.
7.
CHECK ROTATING RESISTANCE OF
DIFFERENTIAL GEARS.
NOTE
Fabricate a tool from an axle’s shaft
that matches the spline of differential
side gear (24).
a.
Put differential in a soft-jaw
vise in the normal operating
position.
b.
Install fabricated differential
resistance tool (App . C , Fig . C-3)
into spline of one side gear.
c.
Put torque wrench on end of
differential resistance tool.
Read the value of torque wrench
as differential gears are
rotated.
9-23
|