 |
|||
|
|
|||
|
Page Title:
Differential, Reassembly and Installation |
|
||
| ||||||||||
|
|
 TM 10-3930-630-34
d.
Replace all oil seals and gaskets at assembly.
10-16. Differential, Reassembly and Installation
a. Reassembly.
(1) Differential.
(a) Install thrust washer (31, fig. 10-6) in
bottom of flanged case (30). Position side gear (32),
spider (38), spider gears (35 and 27) and thrust washers
(34 and 36) into flanged case (30).
(b) Assemble side gear (33) and washer (31)
on spider and install plain case (29).
NOTE
Make sure case match marks (fig. 10-5) are
aligned.
(c) Install lock plates (28) and screws (27).
Tighten screws and bend lock plate tabs over screws.
(d) Install bearing cups (9) and cones (8), on
differential assembly.
(2) Ring gear.
(a) Position two dowels (16, fig. 10-6) in ring
gear and align ring gear with dowel holes in flanged
case.
(b) Install screws (14) and draw ring gear in
Figure 10-7. Measuring shim thickness.
place. Tighten screws and lock with lock wires (13).
(3) Pinion gear.
(h) Install front shim pack (21) on shaft next
to pinion gear, press on front bearing cone (19) and
(a) Press bearing cups (24 and 25, fig. 106)
install assembly in carrier.
into differential carrier (26). Be certain they are firmly
(i) Install new oil seal (23), rear bearing cone
seated.
(22), rear shim pack (18) and spacer (20) on pinion shaft
(b) Press front bearing cone (19) on pinion
(17).
shaft (17) and position shaft in housing. Install rear
(j) Install pinion flange (12) on pinion and
bearing cone (22), pinion flange (12) and nut (11).
install nut (11).
Torque nut to 15 to 25 inch pounds (1.8 to 3.0 N' m)
(k) Torque slotted nut (11) to 15 to 25 inch
and spin gear to seat bearings.
pounds (1.8 to 3.0 N ) and recheck dimensions (para
m
(c) Place differential assembly in position in
(d) above). If dimension is correct, install cotter pin
carrier housing, but do not install bearing caps.
(10).
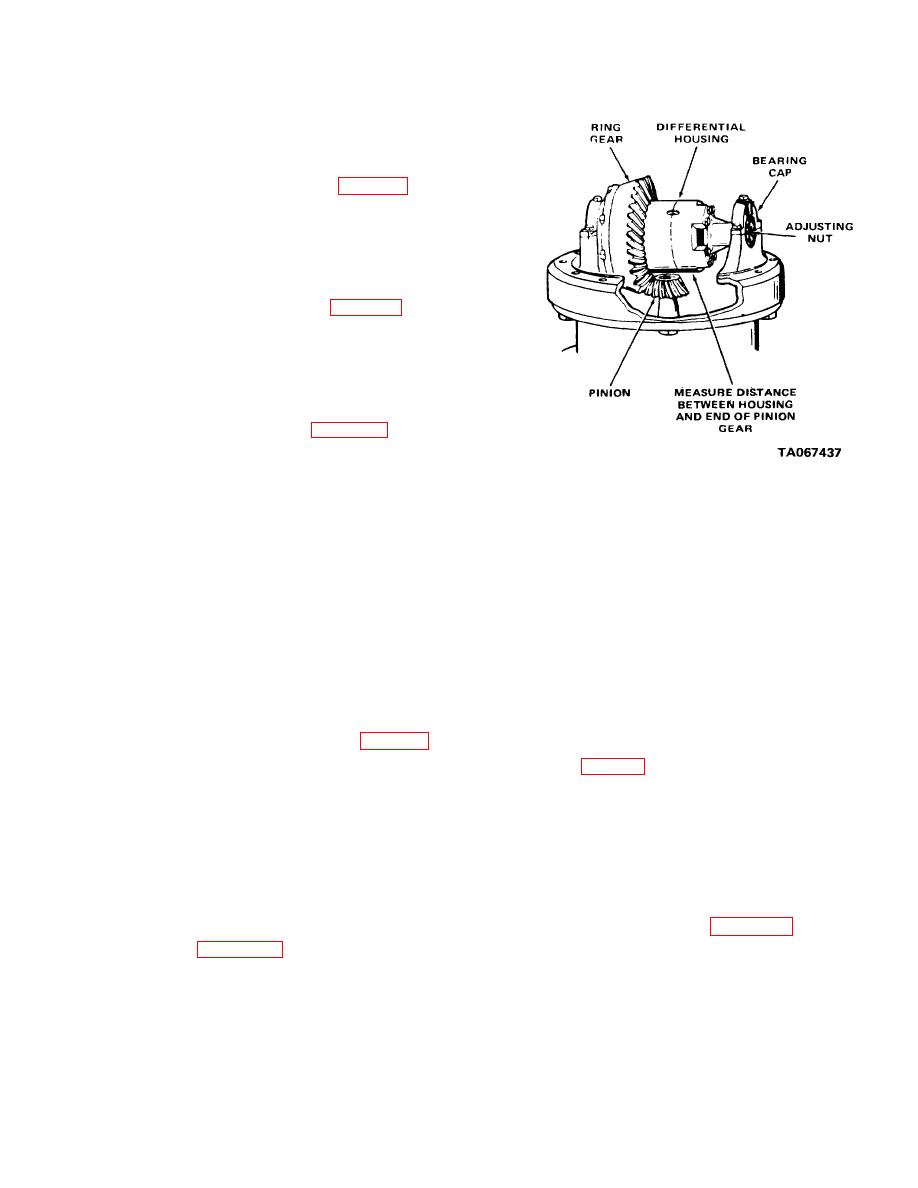
(d) Measure distance between face of pinion
b. Installation.
gear and outside diameter of differential case (fig. 10-7)
(1) Position differential on carrier and engage
Check number etched on end of pinion gear.
ring gear (15, fig. 10-6) and pinion (17). Install bearing
Shim pack thickness can be determined as follows:
caps (7) and secure with screws (6). Do not tighten.
1. Number etched on pinion gear plus 0.171
Install adjusting nuts (4).
inch (4.34 mm) equals proper dimension (example
NOTE
0.004 on pinion gear equals 0.175 inch for proper
Be certain bearing cups (9) and
dimension).
bearing caps (7) are installed in
2. Subtract feeler gage dimension from this
original position as marked during
dimension (example 0.175 inch minus feeler gage
removal.
thickness of 0.012 inch (0.304 mm) equals 0.163 inch
(2) Using a dial indicator and spanner tool on
(4.15 mm) thickness of shim pack).
adjusting nut (4) as illustrated in figure 10-8, adjust ring
(e) Assemble a compressed shim pack of
gear laterally for a backlash of 0.005 to 0.010 inch
shims (18 and 21, fig. 10-6) and measure with a
(0.127 to 0.254 mm). To increase backlash, loosen
micrometer to make up thickness of pack determined
adjusting nut nearest ring gear, and tighten the one
above.
opposite. To decrease backlash, reverse procedure.
(f) Remove differential assembly and pinion
(3) Coat entire ring gear with Prussian Blue or
shaft from carrier.
white lead.
(g) Remove front bearing cone (19) from
(4) Rotate ring gear several times, holding
pinion (17). Remove rear bearing cone (22).
back on pinion to create load effect.
(5) Inspect teeth of pinion and compare with
10-8
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
